

Оценка качества сварных соединений по результатам контроля внешним и измерением
Если с Регистром не согласовано иного, оценка качества сварных соединений по результатам контроля внешним осмотром и измерением должна выполняться в соответствии с указаниями стандарта ИСО 5817 для наружных дефектов (см. таблицу 1).
Все обнаруженные по результатам контроля внешним осмотром и измерением дефекты подлежат устранению, а места исправлений должны быть повторно проконтролированы.
 По
результатам контроля внешним осмотром
и измерением сварные соединения следует
считать годными, если в них не обнаружены
недопустимые для установленного
приемлемого уровня оценки дефекты,
перечисленные в таблицу 1.
По
результатам контроля внешним осмотром
и измерением сварные соединения следует
считать годными, если в них не обнаружены
недопустимые для установленного
приемлемого уровня оценки дефекты,
перечисленные в таблицу 1.
Требования к испытательным лабораториям и персоналу
Неразрушающий контроль и оценка качества сварных соединений должны проводиться испытательными лабораториями (центрами), компетенция и статус которых удовлетворяют требованиям к аккредитации в соответствии с национальными или международными стандартами. Документом, подтверждающим компетенцию испытательной лаборатории, является Свидетельство о признании (аккредитации), выданное Регистром или другим уполномоченным национальным органом. В последнем случае копия Свидетельства с приложениями должна быть представлена инспектору Регистра до начала производства сварочных работ.
Неразрушающий контроль сварных соединений и оценка их качества должны выполняться специалистами, прошедшими соответствующее обучение, аттестацию и имеющими опыт практической работы по конкретному методу контроля, который должен быть подтвержден документально. Определение уровня квалификации и сертификация персонала в области неразрушающего контроля должны выполняться в соответствии с требованиями национальных стандартов (ГОСТ Р, ИСО 9712), унифицированных со стандартом ИСО 9712 или EN 473, а также других требований, признаваемых Регистром. Органы, проводящие аттестацию персонала в области неразрушающего контроля, должны отвечать общим требованиям международного стандарта ИСО/МЭК 17024.
Оценка качества сварных соединений стальных конструкций должна выполняться на основе уровней качества соответствующих требований стандарта ИСО 5817 или других признаваемых Регистром международных и национальных стандартов.
Ход работы
 Визуальный
контроль сварного шва №205 на внешние
дефекты. Длина шва 37 мм.
Визуальный
контроль сварного шва №205 на внешние
дефекты. Длина шва 37 мм.
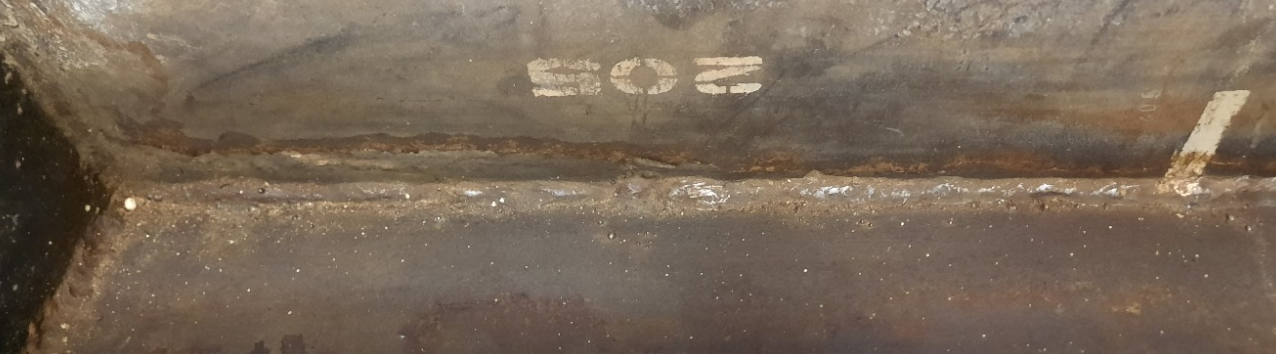
Рисунок 1 – Внешний вид верхнего углового шва №205
Дефекты верхнего углового шва:
Брызги металла (по РМРС согласно ИСО 6520-602). Критерий допустимости дефекта C. Дефект подлежит удалению.

Рисунок 2 – Брызги металла
Неровная поверхность шва: бугристость и чешуйчатость (по РМРС согласно ИСО 6520 – 514). Критерий допустимости дефекта «бугристость» - C, для дефекта «чешуйчатость» - В.

 Рисунок
3 – Неровная поверхность шва: бугристость
Рисунок
3 – Неровная поверхность шва: бугристость

Рисунок 4 - Неровная поверхность шва: чешуйчатость
Незаваренный кратер (по РМРС согласно ИСО 6520 – 2025). Критерий допустимости дефекта В. Дефект не допускается.
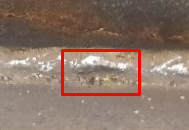
Рисунок 5 – Незаваренный кратер
Натек (по РМРС согласно ИСО 6520 – 506). Критерий допустимости дефекта D.

 Рисунок
6 – Натек
Рисунок
6 – Натек
Не заваренный кратер (по РМРС согласно ИСО 6520 – 2025). Критерий допустимости дефекта В. Дефект не допускается.

Рисунок 7 – Не заваренный кратер
Вывод: изучили техническую документацию, ознакомились с методами визуального контроля. Оценили качество сварного шва №217 и сделали вывод, что исследованный шов не проходит уровень качества согласно стандарту ИСО 5817, так как места дефектов требуется исправить, вследствие чего шов будет не пригоден для сварной конструкции.