

 МИНИСТЕРСТВО
ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
МИНИСТЕРСТВО
ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
им. Р.Е. АЛЕКСЕЕВА»
Кафедра «Кораблестроения и авиационная техника»
ОТЧЕТ
по лабораторной работе
«Визуальный контроль сварных швов судовых конструкций»
Выполнил:
ст. гр. 17-КС-1
Угулава Р. Г.
Проверил:
Шайдулин М.Г.
Нижний Новгород, 2018
Введение
 Цель
работы:
ознакомиться с методами визуального
контроля сварных швов судовых конструкций
и системой оценки качество сварного
шва.
Цель
работы:
ознакомиться с методами визуального
контроля сварных швов судовых конструкций
и системой оценки качество сварного
шва.
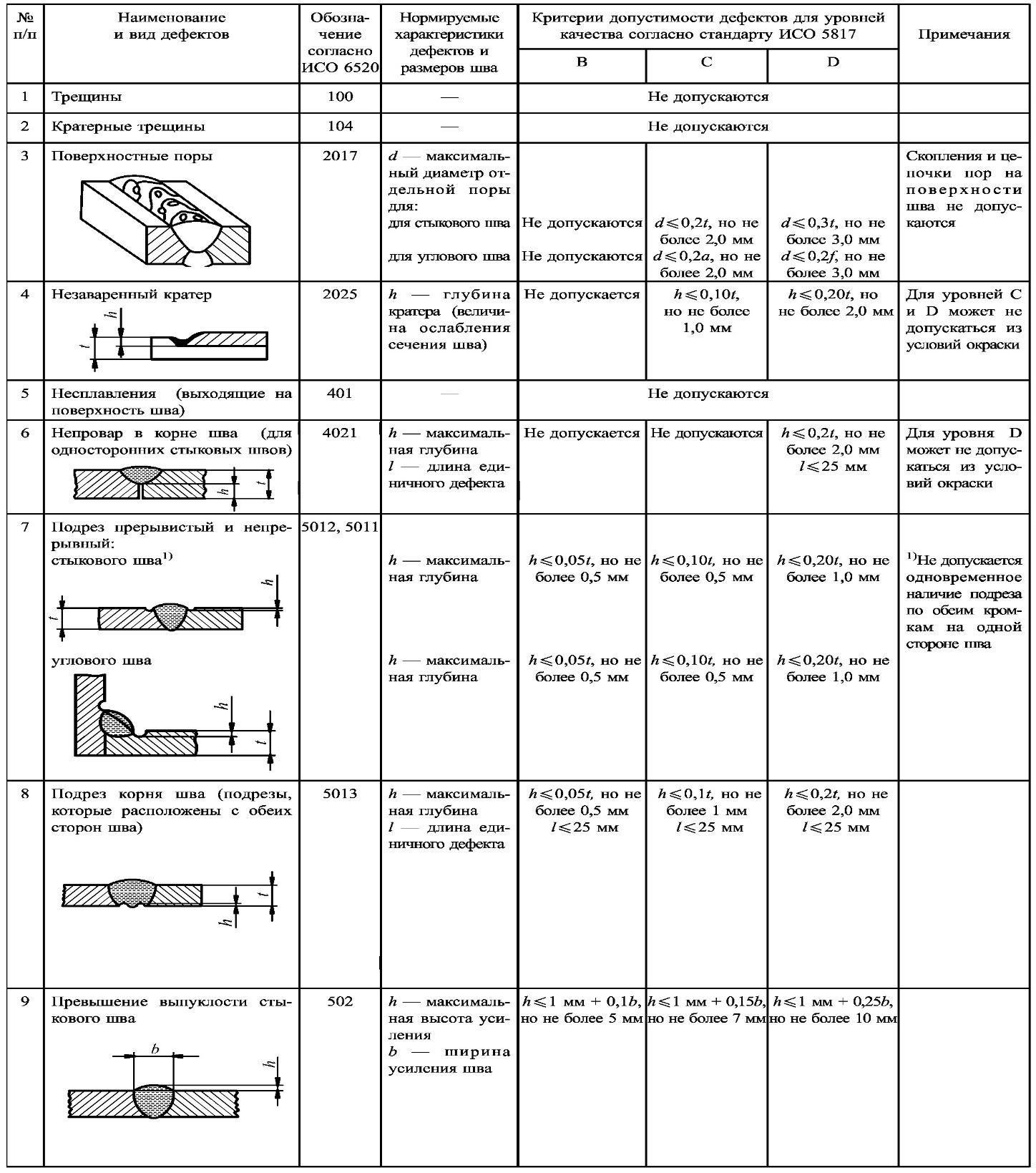
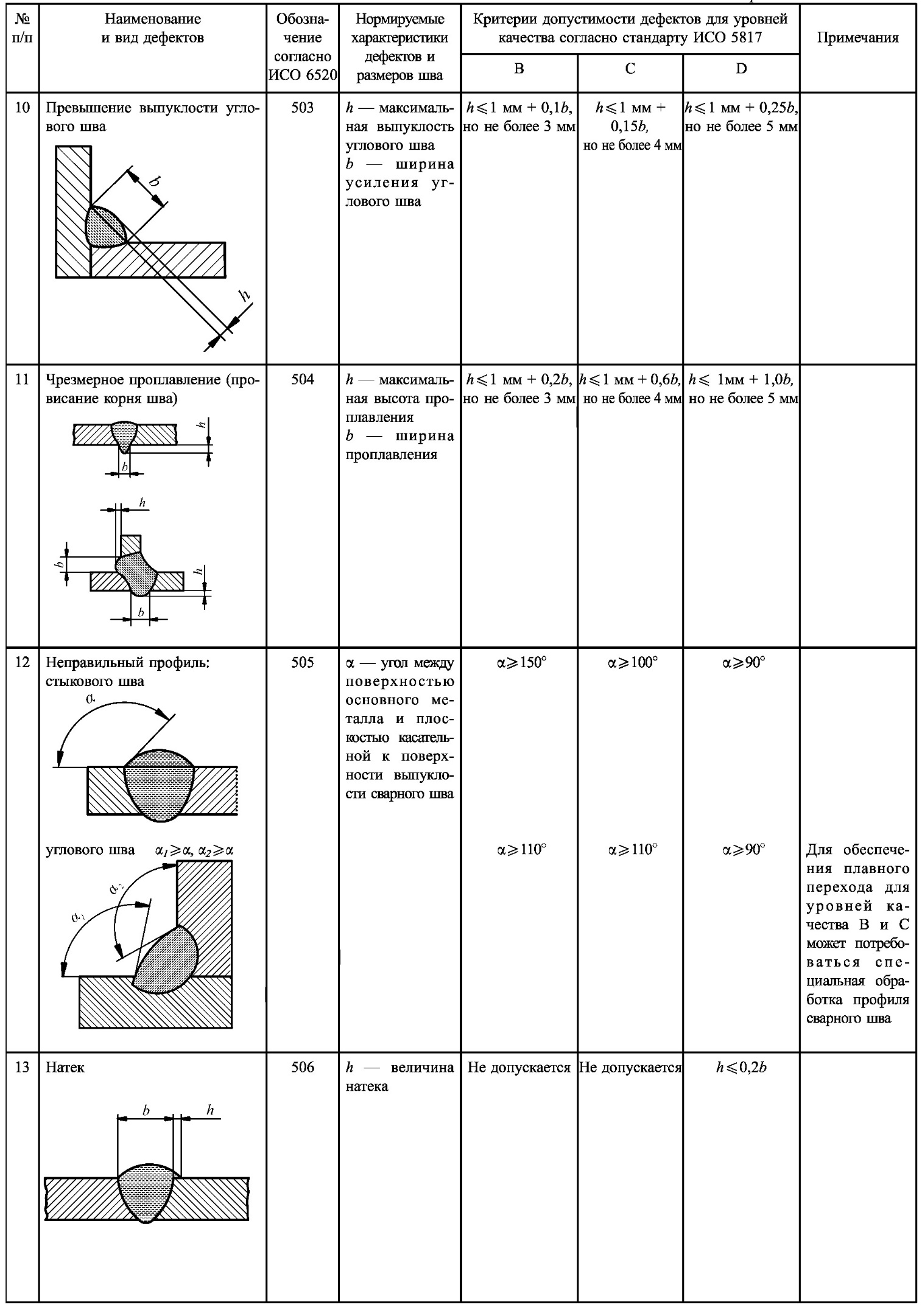
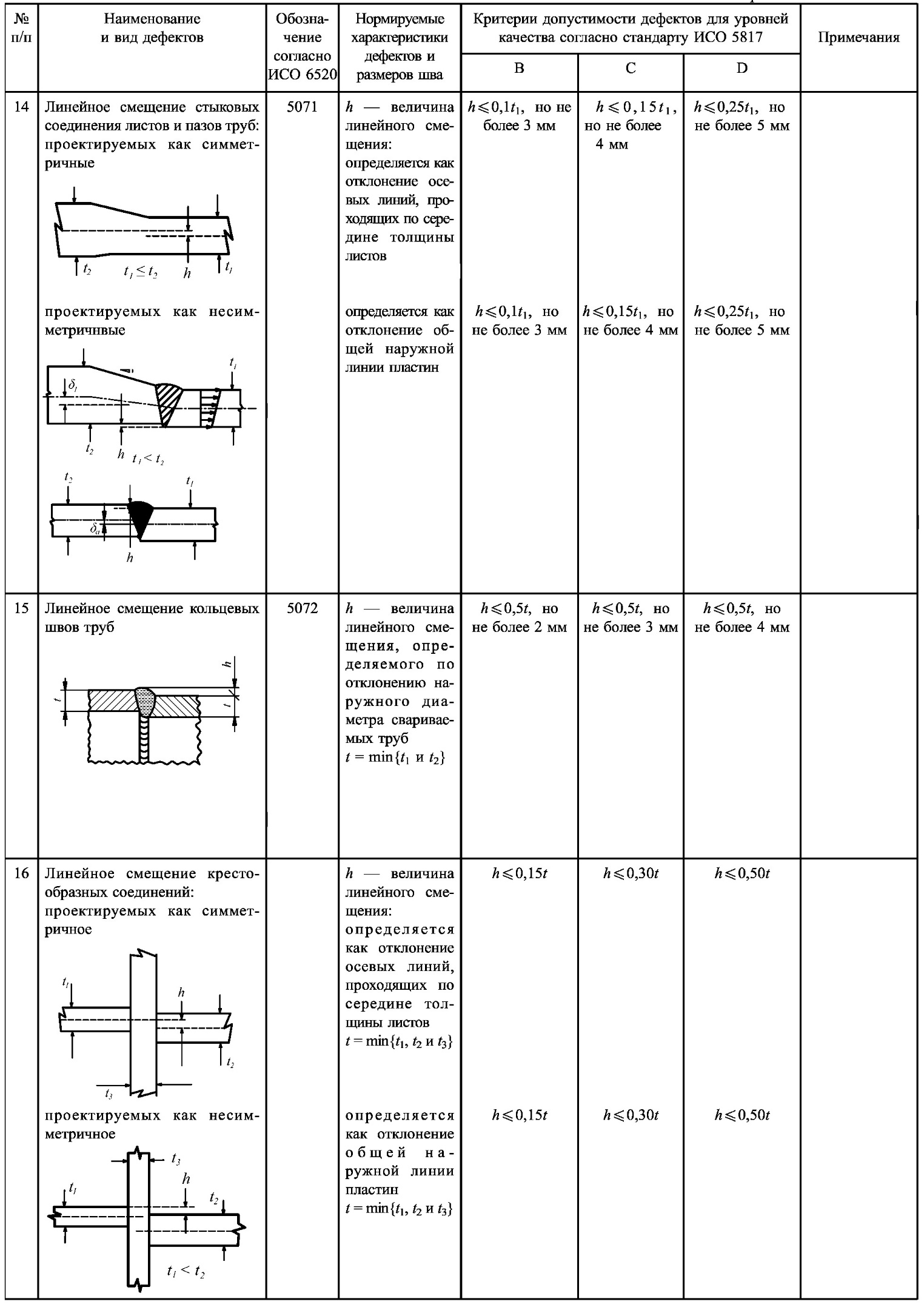
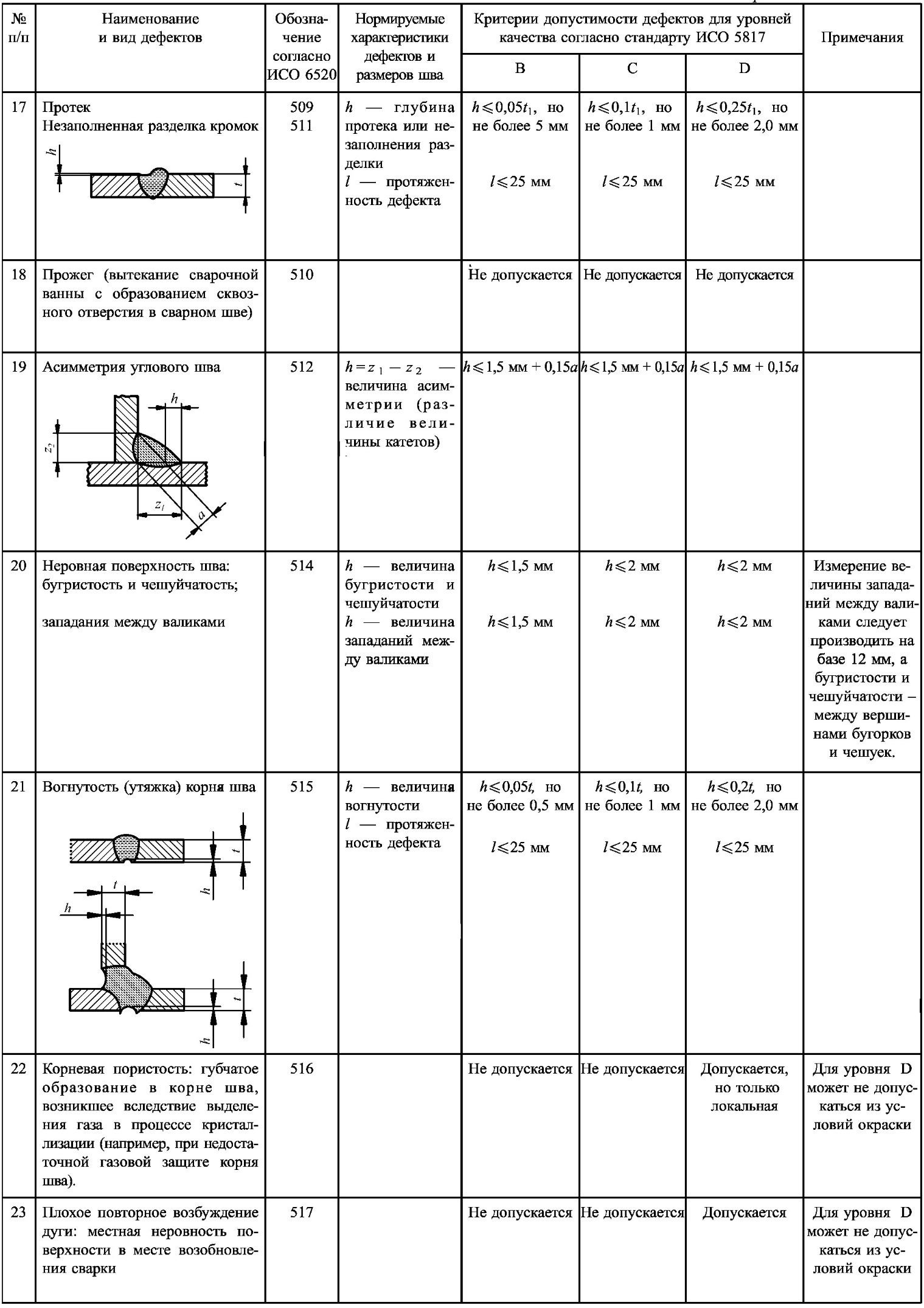
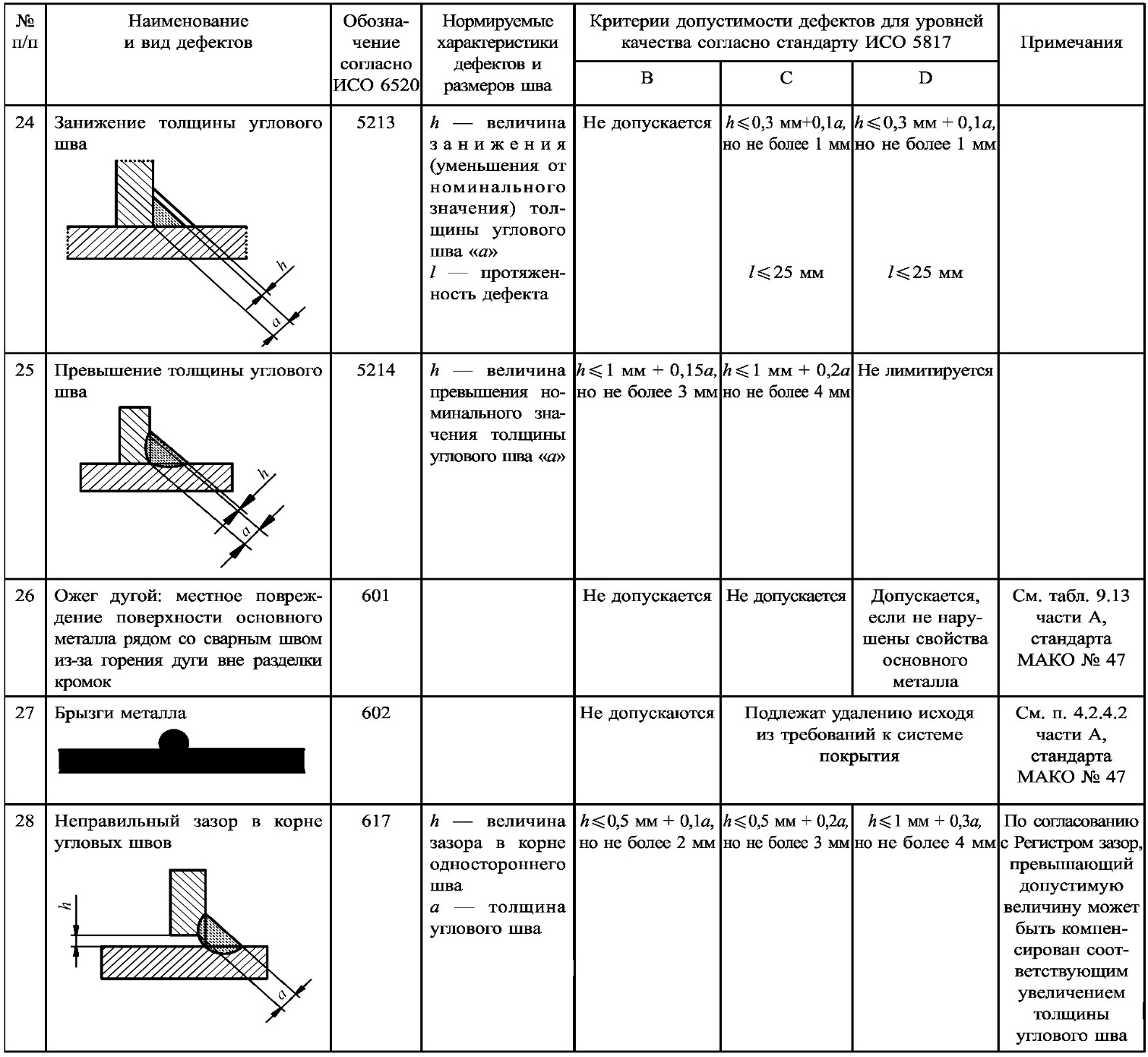
Задача работы: изучить техническую документацию, произвести визуальный контроль сварного шва №205 и оценить его качество, используя таблицу 1, в которой приведены наименование и виды дефектов.
Таблица 1 – Наименование и виды дефектов
НГТУ-26.03.02-(17КС1)-09-2020

НГТУ-26.03.02-(17КС1)-09-2020
НГТУ-26.03.02-(17КС1)-09-2020
Общие сведения
 Визуальный
контроль –
это метод обнаружения и анализа внешних
дефектов промышленных изделий. При
визуальном контроле выявляют поверхностные
дефекты. Контроль проводится с
использованием измерительных средств
таких как: лупа, линейка, штангенциркуль
и т.д.
Визуальный
контроль –
это метод обнаружения и анализа внешних
дефектов промышленных изделий. При
визуальном контроле выявляют поверхностные
дефекты. Контроль проводится с
использованием измерительных средств
таких как: лупа, линейка, штангенциркуль
и т.д.
Преимущества метода: простой и информативный метод контроля, не требующий специального оборудования, высокая скорость проведения.
Недостатки метода: ограниченность исследования только видимой частью конструкции.
Техническая документация
Визуальный контроль и оценка качества сварного шва судовых конструкций проводится согласно «Правилам классификации и постройки морских судов. Часть XIV. Сварка»:
Визуальный и измерительный контроль сварных соединений должен выполняться в соответствии с требованиями стандарта ИСО 17637 или других признаваемых Регистром международных и национальных стандартов.
Визуальный контроль сварных соединений выполняется для выявления поверхностных дефектов шва и околошовной зоны, включая (обозначение согласно стандарту ИСО 6520):
трещины (100, 104);
подрезы (5011, 5012, 5013);
незаваренные кратеры, натеки, протеки, незаполненная разделка кромок (2025, 506, 509, 511);
свищи, выходящие на поверхность шва (2016);
непровары в корне одностороннего шва, вогнутость-утяжка корня шва, а также чрезмерное проплавление-провисание корня шва (4021, 515, 504);
поры и несплавления, выходящие на поверхность шва (2017, 401);
корневая пористость (516);

НГТУ-26.03.02-(17КС1)-09-2020
ожёги дугой — пята коротких замыканий (601);неправильный профиль шва — неплавность сопряжения с основным металлом (505);
превышение выпуклости шва (502, 503);
бугристость и чешуйчатость (514);
брызги расплавленного металла (602);
правильность выполнения обварки перекрещивающихся швов и свободных кромок.
 Визуальный
контроль швов и околошовной зоны должен
выполняться по всей доступной для
осмотра протяжённости шва с двух сторон
до того, как они могут стать недоступными
при дальнейшей сборке конструкций за
исключением случаев отсутствия доступа
к обратной стороне шва в односторонних
сварных соединениях.
Визуальный
контроль швов и околошовной зоны должен
выполняться по всей доступной для
осмотра протяжённости шва с двух сторон
до того, как они могут стать недоступными
при дальнейшей сборке конструкций за
исключением случаев отсутствия доступа
к обратной стороне шва в односторонних
сварных соединениях.
Поверхность шва и околошовной зоны перед проведением визуального контроля должна быть очищена от брызг металла, шлака, копоти, других загрязнений и быть свободна от защитных покрытий.
Визуальный контроль следует выполнять без применения специальных оптических приборов. Допускается применение луп не более, чем с десятикратным увеличением.
Освещенность контролируемой поверхности должна быть не менее 350 лк при рекомендуемом значении 500 лк. Для выполнения контроля внешним контролем и измерением должен быть обеспечен доступ к контролируемому сварному соединению с расстояния около 600 мм при ракурсе (угле) осмотра не менее 30° (см. рисунок 1). В том случае, если для труднодоступных мест доступность объекта контроля в соответствии с рисунком 1 не может быть реализована, следует применять зеркала, бороскопы, гибкие оптические кабели или видеокамеры.
Для увеличения контраста между дефектами и фоном могут использоваться дополнительные источники освещения.
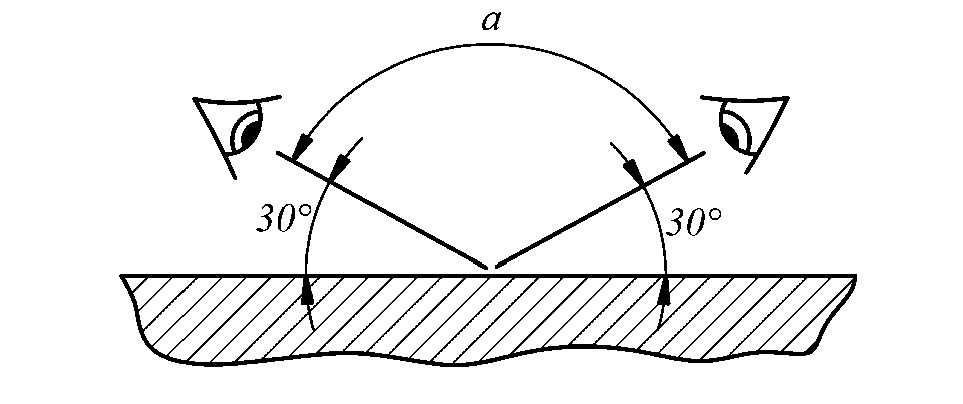
Рисунок 1 - Условия доступа к контролируемой поверхности при контроле внешним осмотром и измерением
 В
том случае если результаты визуального
контроля являются сомнительными,
например, в случае подозрения в наличии
трещин, следует дополнительно применять
один из следующих методов выявления
поверхностных дефектов:
В
том случае если результаты визуального
контроля являются сомнительными,
например, в случае подозрения в наличии
трещин, следует дополнительно применять
один из следующих методов выявления
поверхностных дефектов:
магнитопорошковый метод контроля;
капиллярный метод контроля;
шлифовка абразивным инструментом с последующим травлением реактивом, применяемым для выявления макроструктуры.