

1 Технологическая часть
1.1 Назначение, состав и техническая характеристика устройства
Подводящий рольганг - вспомогательное устройство прокатного производства, предназначенное для транспортирования металла. Подводящий рольганг по технологии прокатки требует регулирования скорости и оснащается регулируемым электроприводом. Рольганг может иметь как групповой, так и индивидуальный приводы роликов.
В рольгангах с индивидуальным приводом каждый ролик имеет свой двигатель, все двигатели секции рольганга подключены параллельно к одному источнику питания и управляются одним командоаппаратом.
Подводящий рольганг расположен между рольгангом системы удаления окалины и поворотным столом чистовой клети. Он состоит из двух частей. Рольганг используется для транспортировки листа к группе чистовых клетей. Для каждой части используется один тип роликов. Скорость секции 1 ограничивается 4,0 м/с и состоит из 40 роликов, разделенных на 5 групп. Скорость секции 2 ограничивается 7,3 м/с и состоит из 63 роликов, разделенных на 13 групп.
Каждый ролик приводится в движение асинхронным трехфазным двигателем переменного тока через карданный вал. Питание на каждую группу подается от преобразователя частоты.
1.2 Параметры подводящего рольганга
Основными размерными параметрами рольгангов являются: диаметр, длина бочки, шаг роликов.
Диаметр роликов должен быть как можно меньше с целью снижения веса и махового момента, резко влияющего на мощность привода. Предел уменьшения диаметра роликов обусловлено прочностью, а в случае бокового перемещения метала - также габаритом подшипников и привода.
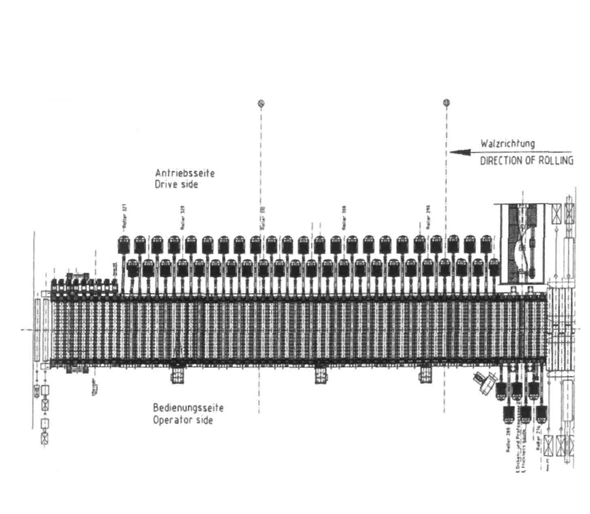
Рисунок 2 - Подводящий рольганг. Общий вид
У транспортных рольгангов длина бочки должна превышать максимальную ширину полосы (или пачки полос в случае транспортировки одновременно нескольких полос) на 150—250 мм. Больший зазор относится к более широким полосам. Причем в случае транспортировки раскаленных слитков длина бочки роликов должна быть примерно на 300— 500 мм больше максимальной ширины слитка с целью предохранения роликовых подшипников от нагревания.
Шаг роликов, из условий нахождения прокатываемого металла одновременно не менее чем на двух роликах, должен быть не больше половины минимальной длины полосы, а при транспортировке слитков не должен превышать расстояния от центра тяжести слитка до широкого торца. При несоблюдении этого условия движущаяся полоса будет ударять по роликам, ускоряя их износ и разбивая подшипники.
С этой же целью на этих рольгангах между приводными роликами иногда устанавливают холостые ролики меньшего диаметра.
Скорости рольгангов, работающих в режиме запусков, могут сильно отличаться от номинальных скоростей, соответствующих номинальному числу оборотов двигателя, особенно для реверсивных рольгангов, скорость которых, как правило, выше номинальной, При длительном режиме работы рольганга с применением асинхронного двигателя его рабочая скорость практически совпадает с номинальной скоростью.
У рабочих рольгангов рабочая скорость обычно берется согласно скорости прокатки, причем в случае тонких длинных полос скорость рольганга за станом должна быть на 5—10% выше скорости прокатки с целью исключения смещения полосы вбок и образования складок.
У транспортных рольгангов скорости устанавливают согласно требуемой производительности. У рольгангов, подводящих металл к печам или к стану, обычно достаточна скорость 1,5—2,5 м/сек
В таблице 1 рассмотрены технические характеристики рольганга с прямым индивидуальным приводом.
Таблица 1 - Технические характеристики подводящего рольганга
Параметры |
Величина |
Единицы измерения |
Тип роликов |
Сплошные, с водяным охлаждением |
|
Длина всех секций рольганга |
80800 |
мм |
Шаг роликов |
800 |
мм |
Количество роликов |
103 |
|
Радиус роликов |
225 |
мм |
Длина бочки |
5000 |
мм |
Скорость перемещения |
0÷7,3 |
м/с |
Привод |
Электродвигатель с универсальным валом |
|
Масса ролика, mР |
0,95 |
т |
Диаметр цапф ролика, dЦ |
160 |
мм |
Время между подачей заготовок, tЦ |
100,0 |
с |
Максимального
линейного ускорения,
|
2.9 |
м/с2 |
