

2 Для получения отливки детали из серого чугуна сч15 требуется изготовить литейную форму
Формовка в двух опоках по разъемной модели. Процесс изготовления формы начинают с установки модели или ее половины на модельную плиту. Затем на плиту устанавливают пустую нижнюю опоку и поверхность модели смачивают смесью керосина с мазутом или припыливают мелким песком. После этого через ручное сито просеивают облицовочную смесь. Толщина слоя облицовочной смеси для мелких отливок 15-30 мм, а для крупных 30-40 мм. При формовке крупных отливок с высокими отвесными стенками облицовочную смесь просеивают через сито только для покрытия горизонтальной плоскости модели. Обкладку отвесных стенок производят той же облицовочной смесью. В опоку засыпают наполнительную смесь и ее уплотняют. Для достижения равномерной плотности формы наполнительную смесь засыпают в опоку слоями (57-75 мм) и уплотняют ручной или пневматической трамбовкой.
При уплотнении нельзя ударять трамбовкой по модели, так как формовочная смесь в местах удара будет сильно уплотнена и в отливках могут образоваться газовые раковины. Особенно тщательно следует уплотнять смесь в углах и у стенок опоки.
Излишек формовочной смеси после уплотнения сгребают линейкой вровень с кромками опоки и душником прокалывают вентиляционные каналы так, чтобы душник не доходил до модели на 10-15 мм. Затем опоку вместе с модельной плитой поворачивают на 180 0 и устанавливают вторую половину модели.
Чтобы устранить прилипание формовочной смеси верхней полуформы к нижней, плоскость разъема нижней полуформы присыпают сухим разделительным песком. Этот песок сдувают с поверхности модели сжатым воздухом. Верхнюю опоку ставят на нижнюю и через сито насыпают на модель слой облицовочной смеси, устанавливают модель стояка и насыпают наполнительную смесь. После этого уплотняют смесь. Излишки смеси сгребают и делают наколы душником.
Форму раскрывают и смачивают ее поверхность вблизи модели водой. Для предупреждения ухода жидкого металла из формы при заливке по сырому на плоскости разъема формы делают риски (подрезки) вокруг модели на расстоянии 50-70 мм от нее. При заливке металла в сухие формы и особенно при неудовлетворительном состоянии опок в большинстве случаев на плоскость разъема формы кладут тонкий слой глины, который при спаривании полуформ полностью исключает, провыв металла их формы. Модели не следует располагать близко к краю опоки; расстояние от модели до стенки опоки должно быль не менее 25-50 мм в зависимости от массы отливки и габаритных размеров опоки.
В модель ввертывают или забивают подъем. Затем ее слегка расталкивают ударами молотка по подъему и извлекают их формы. Так же извлекают модели элементов литниковой системы, стояка, выпора, питателя. Небольшие модели вынимают из формы вручную, а крупные — краном.
Извлечение модели из формы является ответственной операцией, и производить ее нужно очень осторожно, чтобы не разрушить форму. Сильно расталкивать модель не рекомендуется, так как при этом отливки получаются с увеличенными размерами и массой.
После извлечения модели поверхность формы отделывают. Поврежденные места формы исправляют гладилками, ложечками, ланцетами и т.д. Некоторые части формы укрепляют шпильками. Отделанную форму, изготовленную по-сырому, перед сборкой присыпают порошкообразным графитом или древесно-угольным порошком. При формовке по-сухому поверхность формы не припыливают, а окрашивают. Формы обычно окрашивают после сушки, когда форма еще не остыла.
Иногда формы красят 2 раза: до и после сушки. Затем устанавливают стержень и собирают форму.
Формовка в двух опоках по неразъемной модели. Небольшую крышку получают по деревянной неразъемной модели. Сначала формуют нижнюю опоку. На деревянную плиту устанавливают модель и нижнюю опоку, а затем насыпают формовочную смесь и уплотняют ее. Опоку с плитой переворачивают на 1800, устанавливают верхнюю опоку и модели литниковой системы, и также насыпают в верхнюю опоку формовочную смесь и уплотняют. После этого поднимают верхнюю полуформу, переворачивают ее на 1800 и извлекают модели их формы.
Затем форму отделывают, собирают и заливают металлом.
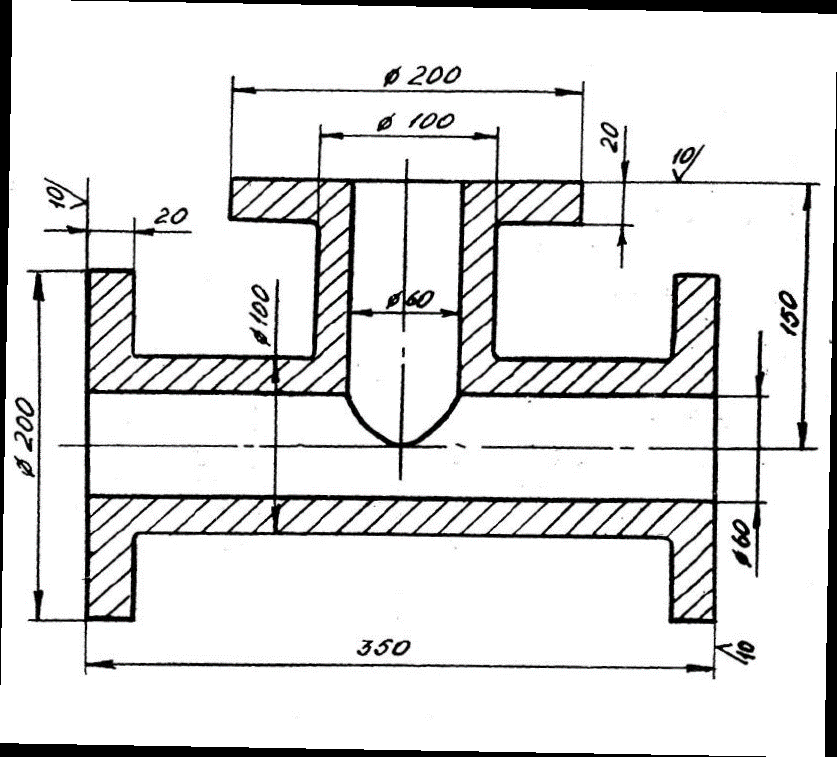
Руководствуясь справочными данными ГОСТ 1412-85 и ГОСТ 26645-85, находим для сплава СЧ15 припуски на механическую обработку и строим заданные эскизы. Припуски на механическую обработку даются на всех обрабатываемых поверхностях отливки (на чертеже детали они обозначены соответствующими знаками шероховатости.
Кроме припусков на механическую обработку, все размеры детали увеличивают пропорционально величине усадки сплава, из которого будет изготовлена отливка. Усадкой называется свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении. Вследствие этого модель должна быть несколько больших размеров, чем будущая отливка.
Для малых отливок из литейного чугуна (сплав СЧ15) литейная усадка равна 1,2 %.
3 Опишите кратко материалы для изготовления металлорежущих инструментов: углеродистые, легированные, быстрорежущие стали, металлокерамические твердые сплавы, минеральная керамика, алмаз, гексанит-р, эльбир-р (основные марки, химический состав, область применения)
Современные режущие инструменты изготовляются из углеродистых и легированных инструментальных сталей, быстрорежущих инструментальных сталей, твердых сплавов, минералокерамики, алмазов, абразивных материалов.
Углеродистые инструментальные стали маркируются буквой У, а затем идут цифры. Они показывают содержание углерода в десятых долях процента. Буква А в конце марки стали означает его высокое качество. Например: У8; У10; У12А.Эти стали применяются для изготовления слесарного инструмента: молотков, зубил и т.д., а также столярного инструмента.
Легированные инструментальные стали, при введении определённых легирующих элементов, приобретают красностойкость, износостойкость, глубокую прокаливаемость, равномерную закалку, высокую прочность, твёрдость, хорошо противостоят ударным нагрузкам, не теряют твёрдости при нагревах и имеют значительно меньшие внутренние напряжения.
Они маркируются по аналогии с легированными конструкционными сталями. Например: 9ХС, 40Х13.
Быстрорежущие инструментальные стали маркируются буквой «Р» от австрийского слова «рапид», т.е. быстрый. Основным элементом быстрорежущей стали является вольфрам. Следующие за буквой цифры и буквы показывают среднее содержание легирующих элементов. Например: Р6М5 – буква «Р» означает быстрорежущую сталь, первая цифра после буквы – процентное содержание вольфрама 6%, последующие буквы, обозначают теже элементы, что и у легированной стали в целых процентах. Марки быстрорежущих сталей: Р18; Р9; Р6М5; Р9К5 и т.д. Из быстрорежущей стали изготавливают режущий инструмент – фрезы, свёрла, долбяки, протяжки и т.д.
Металлокерамические твёрдые сплавы имеют высокую твёрдость, высокую износоустойчивость и обладают достаточной вязкостью. Они делятся на три группы: одно –, двух – и трёхкарбидные. Основным материалом для всех групп является карбид вольфрама (WC). Из твёрдых сплавов изготавливают пластины для режущего инструмента различной формы методом порошковой металлургии. Пластины получают в формах при высокой температуре и высоком давлении. Происходит спекание тщательно перемешанных мелкодисперсных компонентов. Связующим элементом служит кобальт. Особенности маркировки твёрдых сплавов состоят в том, что буквами В, Т и Т обозначаются не вольфрам, титан и тантал, а их карбиды, буква М означает мелкозернистую структуру, а буква В в конце марки – высокую прочность, сопротивление ударам и выкрашиванию. Цифры показывают процентное содержание этого элемента.
Однокарбидные твёрдые сплавы имеют в своём составе один карбид вольфрама; двухкарбидные – карбид вольфрама (WC) и карбид титана (TiC), трёхкарбидные – карбид вольфрама (WC), карбид титана (TiC) и карбид тантала (TaC). Однокарбидные твёрдые сплавы ВК3М; ВК6; ВК8. ВК3М – кобальта 3%, а остальные – 97% карбид вольфрама. Эти твёрдые сплавы применяется для обработки чугуна, цветных металлов и неметаллических материалов. ВК8 – для черновой обработки; ВК6 – для получистовой; ВК3М – для чистовой обработки чугуна.
Двухкарбидные твёрдые сплавы Т5К10; Т15К6; Т30К4. Т15К6 – кобальта 6%; карбида титана 15%; а остальные 79% карбид вольфрама. Эти твёрдые сплавы применяются для обработки стали. Т5К10 – для черновой обработки; Т15К6 – для получистовой и чистовой обработки стали; а сплавом Т30К4 можно заменить алмазное точение и растачивание.
Трёхкарбидные твёрдые сплавы имеют в своём составе карбид вольфрама (WC), карбид титана (TiC) и карбид тантала (TaC). Применяются для обработки стали в тяжёлых условиях, при наличии песка, а также труднообрабатываемых материалов. ТТ7К12 – кобальта 12%, карбида тантала – 7%, карбида титана до 1,5%; а остальные 79,5% карбид вольфрама.
Минералокерамические твёрдые сплавы на основе глинозёма (AL2O3). Изготавливаются пластинки путём тонкого размола, прессования и спекания. Выпускаются материалы марок ЦВ-13; ЦВ-18 (термокорунд) и ЦМ-332 (микролит). Применяются для получистового и чистового точения чугуна, стали и цветных металлов. Эти материалы имеют достаточно высокую прочность на сжатие, теплостойкость (около 1200°) и износостойкость, что позволяет вести обработку на высоких скоростях резания.
Синтетический алмаз и эльбор применяются для обработки труднообрабатываемых материалов и сплавов, а также закалённых сталей.
Углеродистые и легированные инструментальные стали обладают высокой твердостью, прочностью и износостойкостью, но эти свойства сохраняются лишь при нагреве до невысоких температур (не свыше 200--300° С). Поэтому такие материалы применяют для резания сравнительно мягких, малопрочных материалов и обрабатывают с невысокой скоростью резания.
Для получения высокой твердости инструментальные стали имеют повышенное содержание углерода: от 0,7 до 1,4%. Они содержат также сравнительно небольшое количество других элементов, которые называют легирующими. Введение в сталь легирующих элементов придает стали специальные свойства. В настоящее время в качестве легирующих элементов используются хром, кобальт, никель, молибден, титан, вольфрам, бор, азот, алюминий, ванадий, цирконий, ниобий и др. В инструментальных сталях количество легирующих элементов сравнительно невелико, обычно до 3-4%. В производстве режущих инструментов из инструментальных легированных сталей наибольшее применение находят две стали: хромокремнистая 9ХС и хромовольфрамомарганцовистая ХВГ.
Если процент легирующих элементов в стали увеличить: вольфрама до 8,5--19%, хрома до 3,8--4,6%, а также ввести молибден и ванадий, то можно повысить теплостойкость до 600° С без существенного снижения стойкости. Такие стали называют быстрорежущими.
По сравнению с инструментами из углеродистой стали инструменты из быстрорежущей стали допускают более высокую скорость резания при одинаковой стойкости. Основной маркой быстрорежущей стали является Р18, которая содержит 17,5-19,0% W, 3,8-4,4% Сг, 0,7-0,8%С и 1,0-1,4%V.
Из этой стали изготовляют большинство режущих инструментов, так как в закаленном состоянии она обладает стабильными высокими режущими свойствами и весьма повышенной износостойкостью. Инструменты из стали Р18 хорошо переносят ударные нагрузки при работе и их легко можно перетачивать по мере затупления и износа.
Многие инструменты делают составными: рабочая часть (принимающая непосредственное участие в резании) выполняется из быстрорежущей стали, а нерабочая (корпус, хвостовая часть и т. д.) - из менее дорогой - конструкционной стали.
Инструменты с низкой твердостью очень быстро изнашиваются и становятся неприспособленными для работы, так как теряют свою форму и размеры. С повышением твердости шлифуемость стали при изготовлении и при переточках ухудшается. Однако чрезмерное повышение твердости может вызывать преждевременное выкрашивание режущих кромок и быть причиной поломки инструмента.
В настоящее время для производства режущих инструментов очень широко используются твердые сплавы. Эти инструментальные материалы содержат чрезвычайно твердые и тугоплавкие металлоподобные вещества, называемые карбидами, нитридами, боридами и силицидами. Они представляют собой соединения углерода, азота, бора, кремния с металлами -- вольфрамом, титаном, танталом, ниобием, молибденом. Температура плавления карбидов очень высокая в пределах 2000-3800° С, а по твердости они приближаются к самому твердому веществу - алмазу.
Твердые сплавы изготовляются по особому технологическому процессу, называемому порошковой металлургией. Порошки карбидов смешиваются с порошками некоторых металлов, из них формируются и прессуются изделия или пластинки, которые затем подвергаются термической обработке - спеканию при температуре ниже температуры плавления исходных материалов.
Такой процесс позволяет получать инструменты и детали сложной формы, с особой структурой. Обычно это очень мелкозернистые соединения частиц карбидов размером 0,5-10 мкм, соединенных цементирующей средой. Цементирующим металлом в твердых сплавах обычно является кобальт.
Твердые сплавы стремятся заменить более дешевыми минералокерамическими материалами, которые получают из глинозема (окиси алюминия А1203). Инструментальные минералокерамические материалы (например, керамика марки ЦМ-332) имеют достаточную прочность, высокую твердость (HRA 89-95) и повышенную теплостойкость (до 1100-1200° С). Их высокая износостойкость позволяет производить резание с очень высокими скоростями при весьма малом износе инструмента.
Однако минералокерамика обладает низкой ударной вязкостью, малой пластичностью и большой хрупкостью, поэтому применение минералокерамики в настоящее время ограничивается только операциями чистовой и получистовой обработки с равномерным припуском и на станках достаточно высокой жесткости.
Твердость алмаза является наиболее высокой из всех твердых тел, а его износостойкость при обработке некоторых материалов в сотни и тысячи раз превосходит износостойкость обычных абразивных материалов и твердых сплавов. Алмазы могут использоваться в виде однокристального и многокристального инструмента. Для однокристального инструмента применяются природные алмазы, а для многокристального могут использоваться синтетические и природные алмазы.
Алмаз - самый твердый материал, имеет высокую красностойкость и износостойкость, у него практически отсутствует адгезия со многими материалами. Алмазы используют для изготовления алмазных инструментов (круги, пилы, бруски, ленты) и доводочных порошков.
В промышленности используют природные и синтетические алмазы марок AGO, AGP, АСР, АСВ, АСК, АСС, ACM, ACH, АСПК и др.
Резцы затачивают кругами из синтетических алмазов марки АС080 / 63Б1. Доводку производят алмазными кругами марки АСМЗ / 2Б1 100 % или пастами АП28 - АП17.
Алмаз - это кристаллическая форма углерода С. Он не всегда бывает чистым, часто в его составе обнаруживаются примеси, например, оксид железа. Однако примесей, чаще всего, не бывает больше 5%. Именно из-за наличия в химическом составе алмаза примесей окиси железа некоторые камни имеют желтоватый оттенок. Стоимость таких «нечистых» алмазов ниже, чем у алмазов чистой воды.
Современные способы получения алмазов используют газовую среду, состоящую из 95% водорода и 5% углеродсодержащего газа (пропана, ацетилена), а также высокочастотную плазму, сконцентрированную на подложке, где образуется сам алмаз (CVD). Температура газа от 700--850°C при давлении в тридцать раз меньше атмосферного. В зависимости от технологии синтеза, скорость роста алмазов от 7 до 180 мкм/час на подложке. При этом алмаз осаждается на подложке из металла или керамики при условиях, которые в общем стабилизируют не алмазную (sp3), а графитную (sp2) форму углерода. Стабилизация алмаза объясняется в первую очередь кинематическими процессами на поверхности подложки. Принципиальным условием для осаждения алмаза является возможности подложки образовывать стабильные карбиды (в том числе и при температурах осаждения алмаза: между 700°C и 900°C). Так, например, осаждение алмаза возможно на подложках из Si, W, Cr и не возможно (напрямую, либо только с промежуточными слоями) на подложках из Fe, Co, Ni.