

3.2 Краткое описание работ выполняемых в подразделениях
Функциональная схема производственного процесса в АТП представлена на рис 3.2.
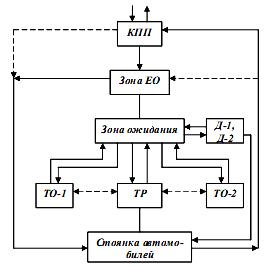
Рисунок 3.2 - Функциональная схема производственного процесса в АТП
----- основное движение;
- - - - - - возможное движение;
КПП - контрольно-пропускной пункт;
ЕО - ежедневное обслуживание;
ТО - техническое обслуживание;
ТР - текущий ремонт;
Д-1,2 - общая и углубленная диагностика.
Как видно на рисунке 3.2, при возвращении с линии автомобилей проходят КПП и зону уборочно-моечных работ (ЕО). Далее автомобили, нуждающиеся в обслуживании, направляются в зоны ТО и ТР, остальные в зону хранения (на открытые стоянки).
Если число автомобилей, возвращающихся с линии в единицу времени, больше пропускной способности зоны УМР, то часть автомобилей после КПП поступает в зону ожидания. Эти автомобили проходят УМР по мере ее освобождения. Как правило, пропускная способность зон ТО-1, ТО-2 и ТР также не позволяет принять на обслуживание все автомобили непосредственно после возвращения их с линии. Поэтому часть автомобилей ожидает ТО и ТР в зоне хранения или зоне ожидания.
Работы Д-1 проводятся при ТО-1, после ТО-2 и при необходимости при ТР. Работы Д-2 проводятся при ТО-2 и в отдельных случаях при ТР. В процессе выполнения работ ТО-2, если объемы сопутствующего ремонта превысят допускаемые пределы, автобусы могут быть направлены в зону ТР. После выполнения всех работ по ТО и ТР автомобили направляются в зону хранения.
Из зоны хранения исправные автомобилей через КПП выпускаются для работы на линии.
Посты ТР имеют прямоугольную расстановку. Посты ожидания расположены рядом с соответствующими зонами. Посты диагностирования совмещены и представляют собой одну зону диагностики.
Зона постов ТР по характеру производственного процесса непосредственно связана со всеми вспомогательными производственными участками, которые расположены смежно с зоной ТР.
Расположение производственных участков и складов определяется их технологическим тяготением к основным зонам ТО и ТР.
Однородный характер отдельных видов работ, выполняемых на производственных участках, которые технологически связаны с постовыми работами данного вида ТО и ТР, позволяет выделить соответствующие посты и участки в определенные группы:
- зона ТО-1 и склад смазочных материалов с насосной;
- зона ТО-2, участки ремонта электрооборудования, ремонта приборов системы питания, аккумуляторный;
- посты разборочно-сборочных работ ТР, агрегатный участок, слесарно-механический участок, промежуточный склад запасных частей и материалов;
- шиномонтажный и вулканизационный участки, склад шин и камер;
- кузнечно-рессорный и медницкий участки, сварочный и жестяницкий участки (с постом), арматурный участок.
Разрабатываемый в курсовом проекте агрегатный участок, предназначенный для разборки-сборки, ремонта агрегатов и узлов, находится рядом со складом деталей, узлов и агрегатов и слесарно-механическим участком. По результатам проектного расчета площадь агрегатного участка равна 78м2.
Схема технологического процесса агрегатного участка представлена на рисунке 3.3.
Агрегаты, снятые с автомобилей, поступают на агрегатный участок. Здесь они проходят весь комплекс разборочно-сборочных и ремонтных операций (наружную мойку, разборку, мойку деталей, дефектацию, сортировку, ремонт (иногда восстановление), сборку и испытание).
Детали, подлежащие восстановлению механической обработкой (после дефектации) восстанавливают. Не подлежащие восстановлению списываются и заменяются новыми или восстановленными. Отремонтированные (восстановленные) детали возвращают на склад.
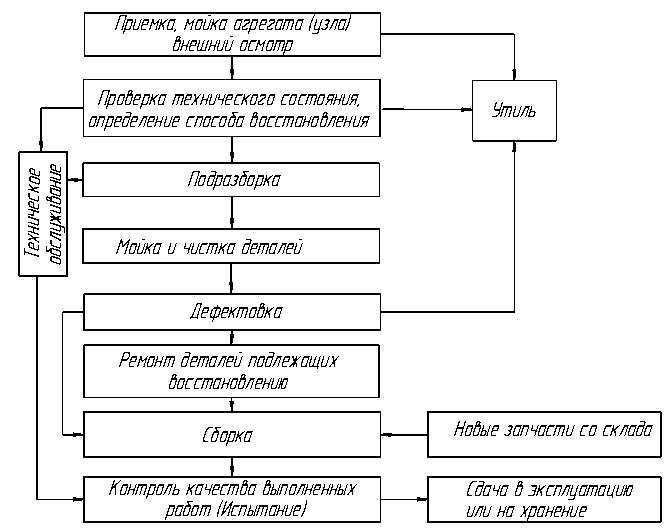
Рисунок 3.3 – Схема технологического процесса агрегатного участка