

2.3. Горизонтально-расточные станки
Станки считаются универсальными и применяются в условиях единичного и серийного производства для обработки деталей крупных размеров, в основном корпусных деталей. На горизонтально-расточных станках можно растачивать, сверлить, зенкеровать отверстия, подрезать торцы резцами, нарезать резьбу метчиками и резцами, фрезеровать плоскости и пазы и другие работы. Компоновка станка представлена на рис.2.6.
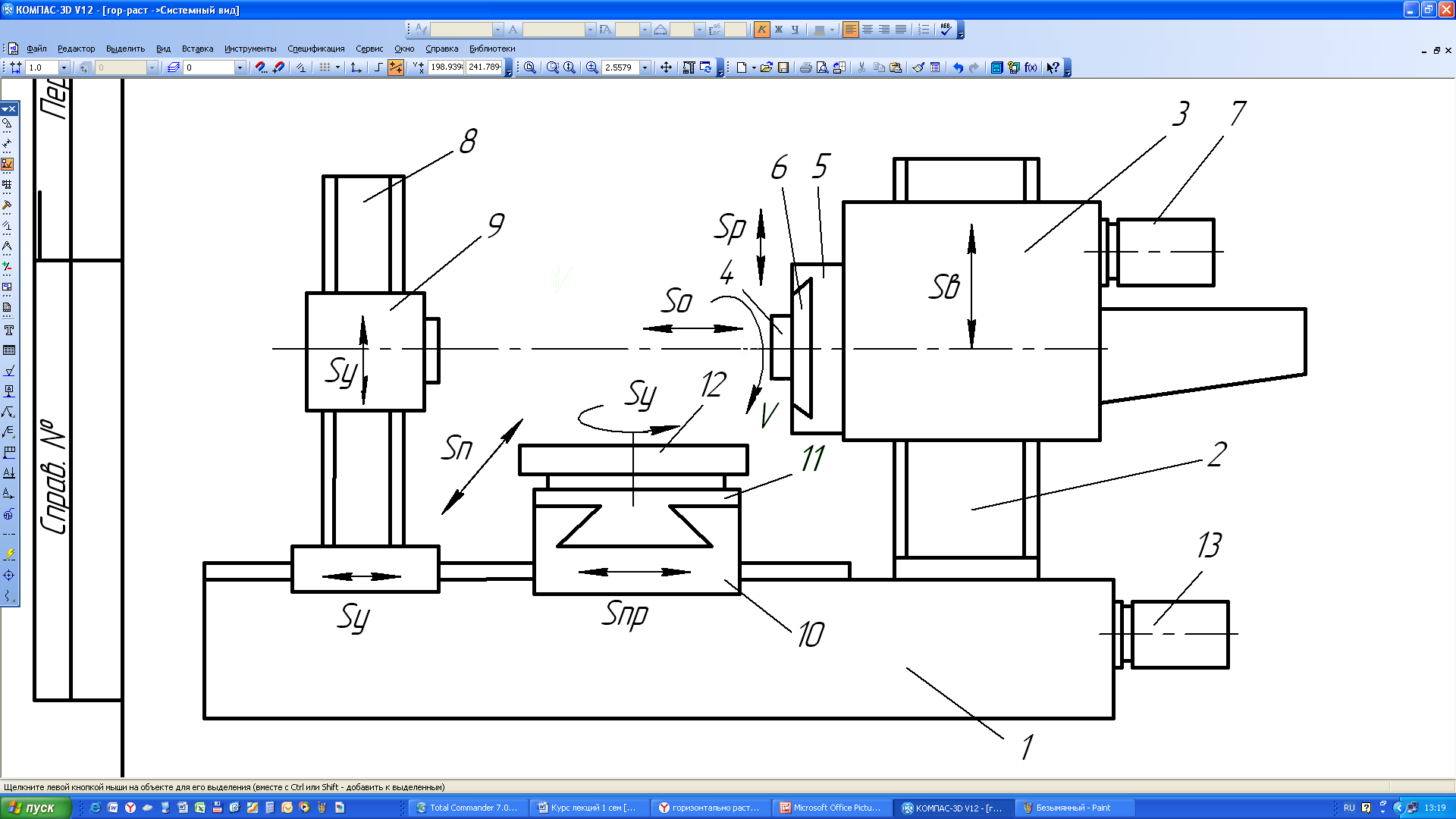
Рис. 2.6. Компоновка горизонтально-расточного станка
На горизонтально-расточных станках справа на станине 1 установлена передняя стойка 2, по вертикальным направляющим которой перемещается шпиндельная бабка 4. В ней смонтированы привод главного движения и привод подач. Главное вращательное движение V сообщается от электродвигателя 7 через коробку скоростей шпинделю 4 или планшайбе 5. От привода подач шпиндель 5 получает осевое перемещение Sо, а шпиндельная бабка 3 - вертикальное перемещение Sв. На планшайбе располагается радиальный суппорт 6, которому сообщается радиальная подача Sр. Заготовка устанавливается на поворотный стол 12, имеющий Т-образные пазы. Поперечные салазки 11 сообщают заготовке поперечную подачу Sп, а продольные салазки 10 - продольную подачу Sпр по горизонтальным направляющим станины. Для сообщения рабочим органом подачи предназначен электродвигатель 13. На левом конце станины установлена задняя стойка 8 с люнетом 9 для поддержания борштанги с инструментами, предназначенными для расточки 2-х и более отверстий одновременно. Внешний вид станка показан на рис. 2.7.

Рис. 2.7. Общий вид горизонтально-расточного станка
Выбор подачи рабочего органа станка зависит от характера обрабатываемой поверхности. На рисунке 2.8 приведены основные операции, выполняемые на горизонтально-расточных станках. На рис. 2.8, а-в, д для обработки используется продольная подача стола с заготовкой, на рис. 2.8,г, ж – осевая подача инструмента, на рис. 2.8, е – радиальная подача суппорта, а на рис. 2.8, з – вертикальная подача шпиндельной бабки.
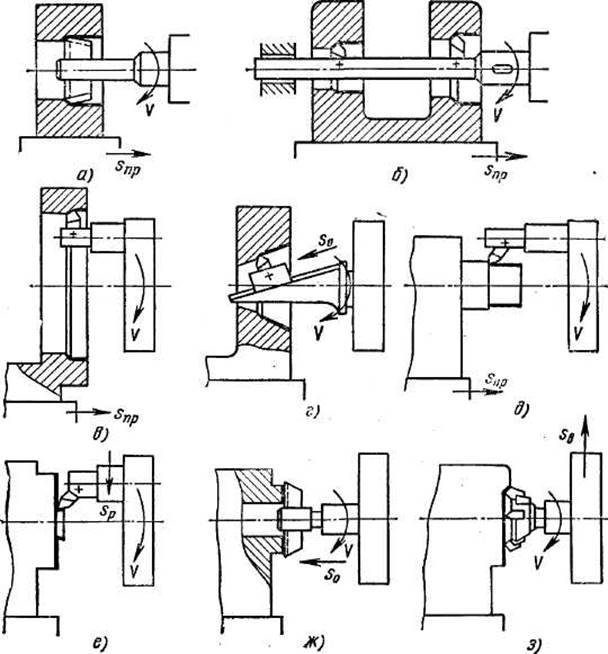
Рис. 2.8. Схемы обработки на горизонтально-расточных станках.
Горизонтально-расточные станки с ЧПУ имеют различные компоновочные схемы: с неподвижной передней стойкой и крестовым поворотным столом, с поперечно подвижной стойкой, выдвижной бабкой и поворотным столом, с продольно подвижной стойкой и поперечно подвижным поворотным столом и др. Как правило, эти станки не имеют задней стойки (рис. 2.9). Системы ЧПУ обеспечивают управляемые перемещения по пяти координатам.

Рис. 2.9. Горизонтально-расточной станок с ЧПУ.
2.5. Алмазно-расточные станки
Алмазно-расточные станки применяются для тонкого растачивания отверстий. Отклонение отверстия от круглости составляет 3-5 мкм, а шероховатость поверхности – Ra 0,16-0,63 мкм. Алмазное растачивание в ряде случаев заменяет шлифование. Станки эффективны в условиях крупносерийного и массового производства. Обработка выполняется алмазным и твердосплавным инструментом. Процесс тонкого растачивания характеризуется высокими скоростями резания (до 1000 м/мин), малыми подачей (0,01-0,1 мм/об) и глубиной резания (0,05-0,5 мм).
По компоновке станки могут быть вертикальными и горизонтальными. Наиболее широко распространены горизонтальные алмазно-расточные станки. Они могут быть одно- и двухсторонние, одно- и многошпиндельные.
На рис. 2.14 представлена схема двухстороннего станка, который предназначен для обработки детали с двух сторон. На основании 1 с двух сторон установлены мостики 2 , на которых крепятся расточные головки 3. Шпиндели 4 получают вращение от регулируемых электродвигателей 5 через ременные передачи 6. Заготовка устанавливается на стол 7, подача которого обеспечивается также регулируемым электродвигателем. При обработке стол 7 подводит заготовку сначала к одной расточной головке. После обработки детали с одной стороны она перемещается к другой расточной головке и обрабатывается отверстие с другой стороны.
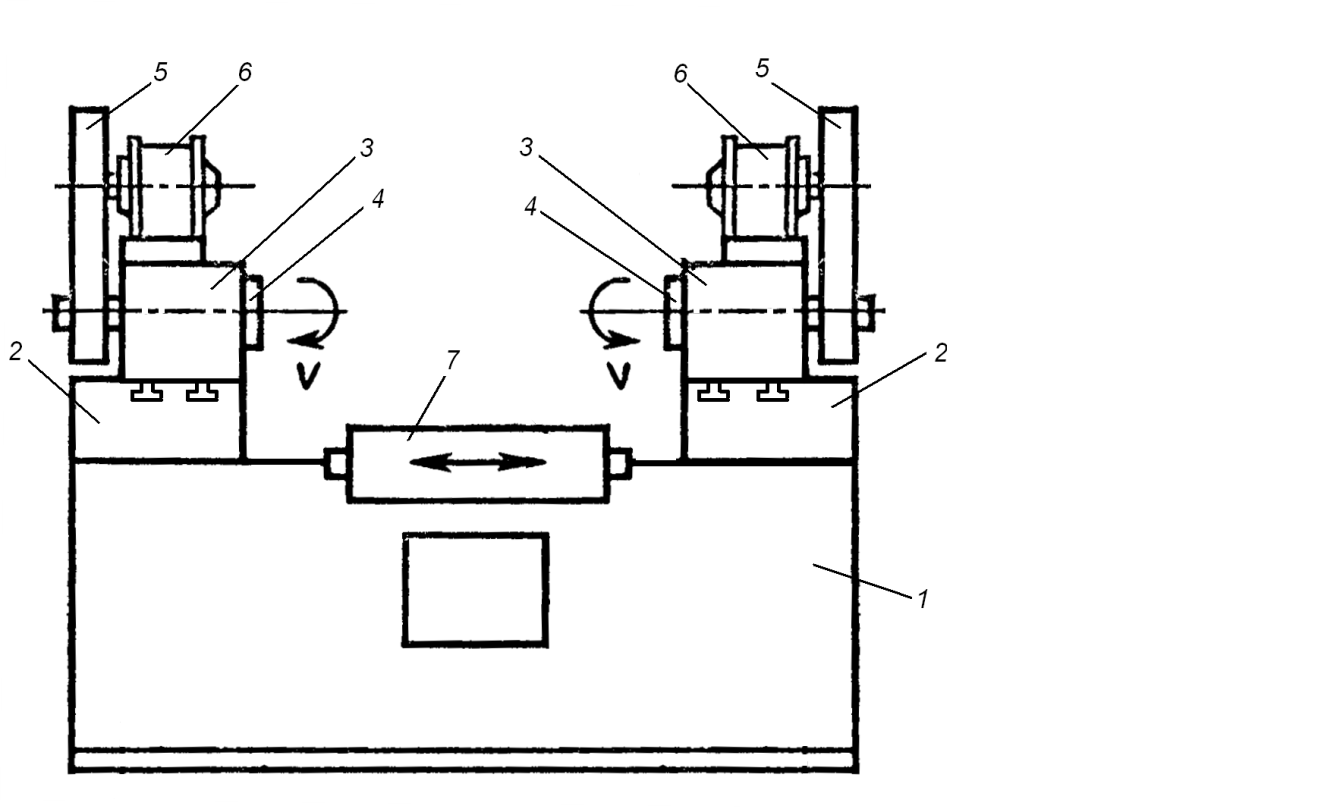
Рис. 2.14. Компоновка двухстороннего горизонтального алмазно-расточного станка
На рис. 2.15. изображен вид горизонтального алмазно-расточного станка модели 2706.
Рис. 2.15. Горизонтальный алмазно-расточной станок модели 2706
Вертикальные станки (рис. 2.16) целесообразно применять для обработки глубоких отверстий, оси которых перпендикулярны базовой плоскости. К примеру, такие станки используются для растачивания блоков цилиндров двигателей. На основании 1 установлена стойка 2, по вертикальным направляющим которой перемещается шпиндельная бабка 3. Вертикальная подача шпиндельной бабки настраивается коробкой подач, вмонтированной в стойку. На бабку устанавливается сменный шпиндель 4 с инструментом и получает вращение от коробки скоростей. Заготовка крепится на столе 6 станка. Стол 6 и салазки 5 имеют возможность перемещаться в двух направлениях, совершая установочное движение.
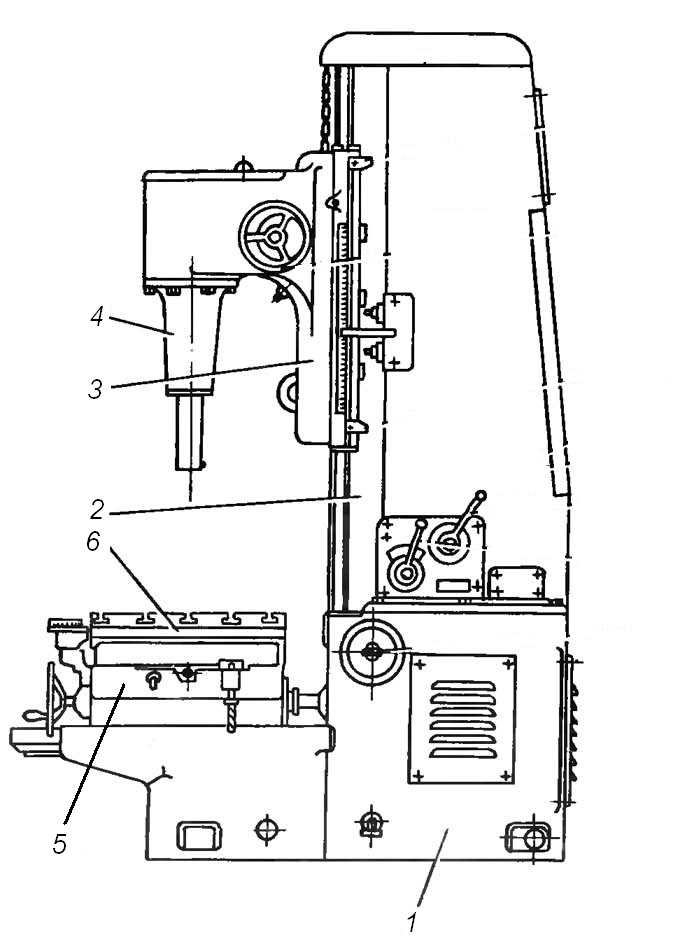
Рис. 2.16. Вертикальный алмазно-расточной станок модели 2А78Н
Сменные шпиндели (рис. 2.17) отличаются диаметрами резцовых головок для обработки отверстий разных диаметров.
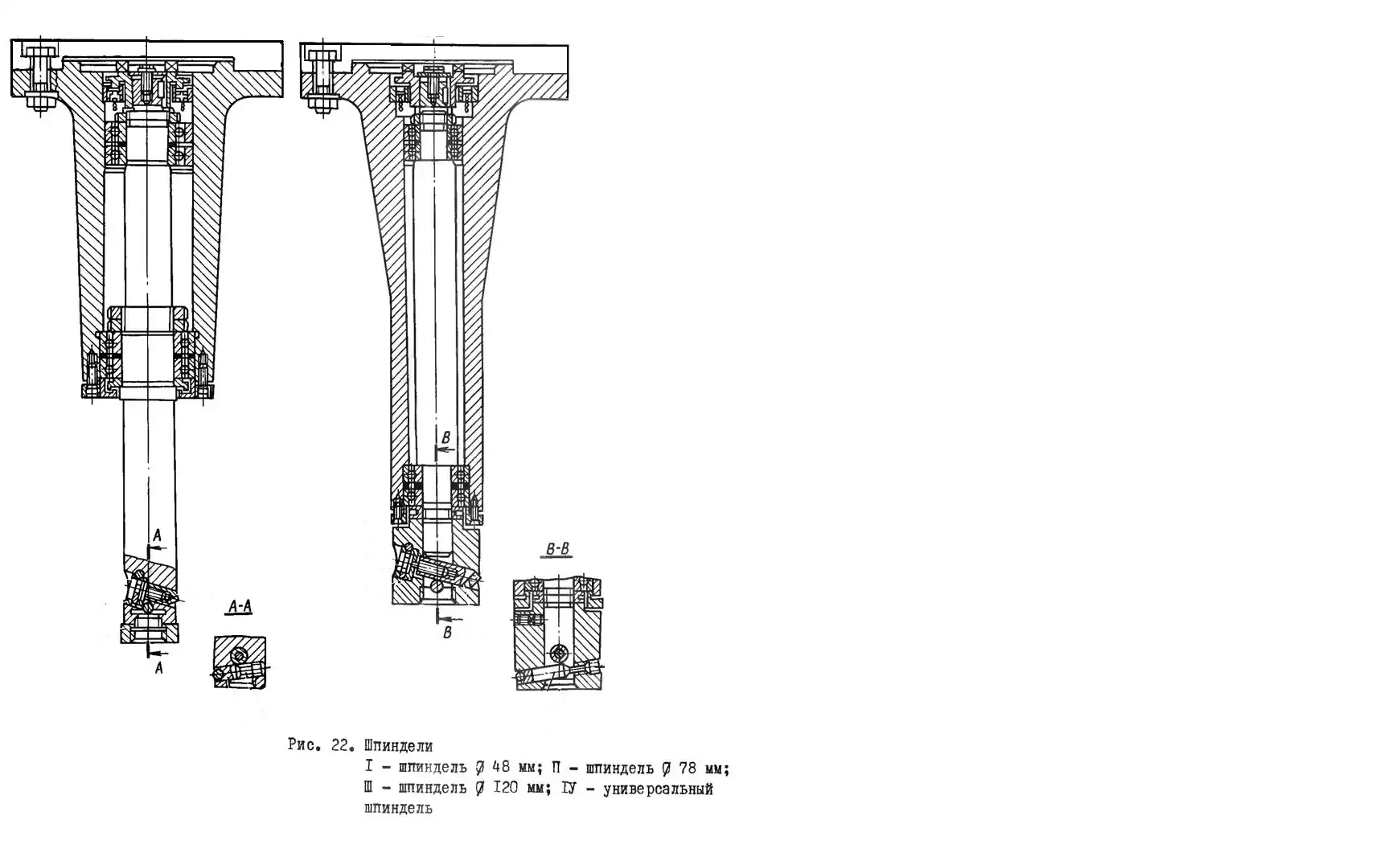
Рис. 2.17. Сменные шпиндели к алмазно-расточным станкам