

1.2. Токарно-карусельные станки
Токарно-карусельные станки предназначены для обработки тяжелых заготовок больших размеров, у которых отношение длины к диаметру составляет 0,3-0,7. Это заготовки роторов турбин, зубчатых колес, маховиков и т.п. На токарно-карусельных станках обтачивают наружные и растачивают внутренние цилиндрические и конические поверхности, обтачивают фасонные поверхности, сверлят, зенкеруют и развертывают отверстия, обтачивают плоские торцовые поверхности. Использование специальных приспособлений позволяет нарезать резьбы резцами, обрабатывать сложные фасонные поверхности по электрокопиру, а также фрезеровать бобышки и пазы, шлифовать плоские поверхности и выполнять другие виды обработки.
В токарно-карусельных станках ось шпинделя расположена вертикально, вследствие чего облегчается установка, выверка и закрепление заготовки. Вес заготовки и силы резания воспринимаются круговыми направляющими планшайбы, поэтому шпиндель разгружен от изгибающего момента.
Карусельные станки бывают одностоечными и двухстоечными. Диаметр планшайбы одностоечного станка составляет до 1600 мм, двухстоечного до 20 м.
На рис. 1.7. показана компоновочная схема одностоечного токарно-карусельного станка. Станок состоит из планшайбы (карусели) 2, смонтированной на станине 1, и стойки 3. Станина 1 жестко скреплена со стойкой 3. По вертикальным направляющим стойки перемещается траверса 4. В зависимости от высоты обрабатываемой заготовки траверсу устанавливают на определенном уровне от плоскости карусели и фиксируют. На траверсе установлен вертикальный суппорт 5 с пятипозиционной револьверной головкой 6. Величина горизонтальной и вертикальной подач устанавливается коробкой подач 7. На стойке также установлен боковой суппорт 8 с четырехпозиционным резцедержателем 9, горизонтальная и вертикальная подача которого устанавливается коробкой подач 10.
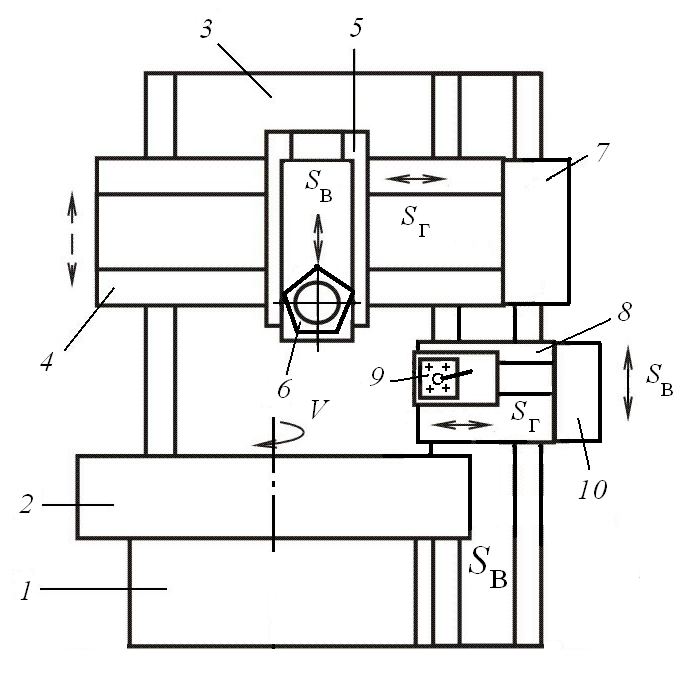
Рис. 1.7. Компоновка станка
На рис. 1.8. показан общий вид одностоечного токарно-карусельного станка.

Рис. 1.8. Общий вид одностоечного токарно-карусельного станка
Режущий инструмент, закрепленный в резцедержателях вертикального и бокового суппортов, имеет горизонтальную и вертикальную подачи, которая выбирается в зависимости от характера обрабатываемой поверхности.
На траверсе двухстоечного станка располагается два вертикальных суппорта. Один оснащен резцедержателем, другой – револьверной головкой (рис. 1.9).

Рис. 1.9. Двухстоечный токарно-карусельный станок с ЧПУ
На станках ведут многоинструментальную обработку поверхностей заготовки. Наружную цилиндрическую поверхность зубчатого колеса обтачивают проходным резцом, закрепленным в резцедержателе бокового суппорта; подача резца вертикальная (рис. 1.10 ). Торец обода колеса обтачивают подрезным резцом, который закреплен в резцедержателе вертикального суппорта; подача резца – горизонтальная. Отверстия растачивают двумя проходными расточными резцами, закрепленными в специальной державке, установленной в гнезде револьверной головки, с вертикальной ее подачей.
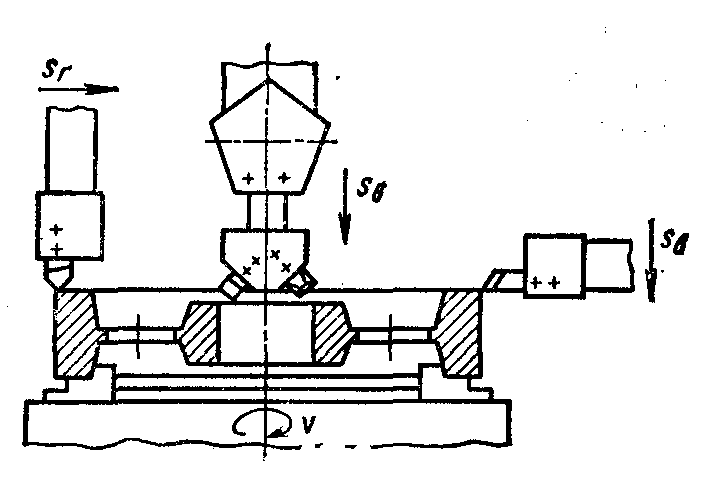
Рис. 1.10. Схема обработки заготовки на двухстоечном токарно-карусельном станке