

5 Разработка конструкции приспособления
В состав проектируемого приспособления входят следующие основные детали:
Плита
Планшайба
Кондукторная плита
Оправка
Шайба
Плита является основанием приспособления, на котором крепятся все его основные детали и узлы. Общий вид плиты представлен на рисунке 5.

Рисунок 5 – Плита
Планшайба крепится к плите приспособления четырьмя болтами и предназначена для установки и ориентации заготовки в приспособлении. Общий вид планшайбы представлен на рисунке 6.

Рисунок 6 – Планшайба
Плита кондукторная предназначена для установки направляющих кондукторных втулок. Общий вид плиты кондукторной представлен на рисунке 7.
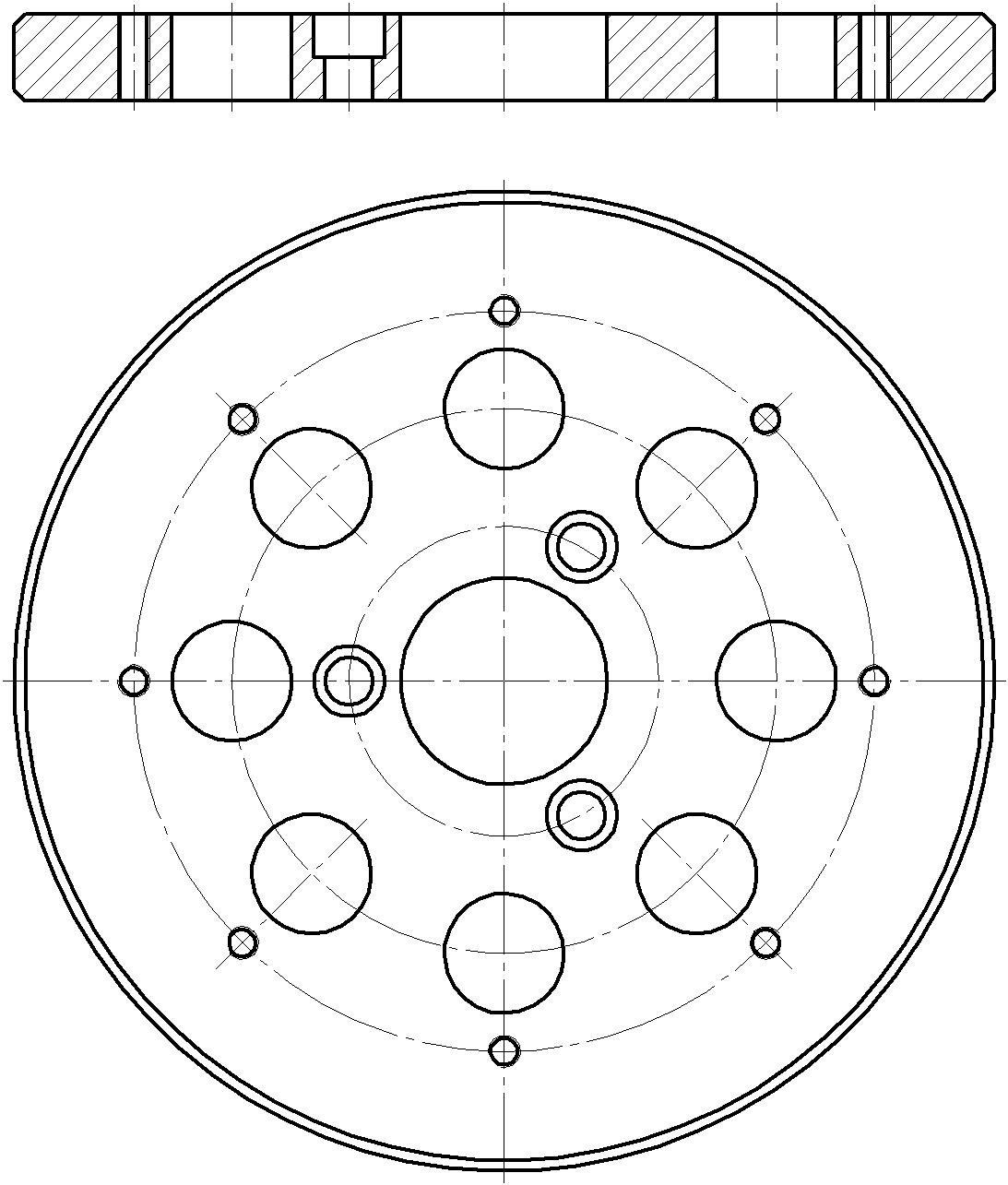
Рисунок 7 – Плита кондукторная
Для установки плиты кондукторной и ориентации ее относительно центрального отверстия детали используется оправка. Оправка жестко крепится к плите кондукторной посредством трех винтов. Общий вид оправки представлен на рисунке 8.

Рисунок 8 – Оправка
Для передачи усилия зажима от гайки на оправку с кондукторной плитой используется быстросменная шайба. Общий вид шайбы представлен на рисунке 9.

Рисунок 9 – Шайба
В проектируемом приспособлении деталь зажимается винтом вручную. При проектировании зажимного устройства использованы стандартный шпильки, гайки, шайбы.
В качестве направляющих элементов приспособления выбраны быстросменные кондукторные втулки, которые устанавливаются в кондукторную плиту посредством промежуточных втулок и винтов.
Так как приспособление должно быть закреплено на столе радиально-сверлильного станка, то в его конструкции предусмотрены соответствующие элементы. Это может быть выполнено либо с помощью прихватов, либо болтами к станочным обработанным пазам по ГОСТ 13152-67.
Важным условием работоспособности приспособления является возможность лёгкого удаления стружки из зоны установки детали. Особенно тщательно следует очищать поверхность установочных элементов, поэтому к ним должен быть обеспечен свободный доступ. В разработанном приспособлении такая возможность предусмотрена, планшайба, на которую устанавливается деталь, легкодоступна для очистки от стружки.
Заключение
В ходе выполнения курсового проекта спроектировано приспособление для закрепления детали «Стакан» при обработке восьми отверстий на радиально-сверлильной операции.
Выбран метод обработки отверстий, рассчитаны необходимые режимы резания и произведено нормирование технологической операции.
Разработана схема базирования заготовки в приспособлении.
Произведены расчеты на точность приспособления и необходимое усилие зажима заготовки, значения которых полностью удовлетворяют условиям обработки и точности детали.
В качестве зажимного элемента выбрана резьбовая шпилька и гайка.
Дано описание основных элементов приспособления.
Список использованных источников
1 Антонюк, В.Е. Конструктору станочных приспособлений: справочное пособие / В.Е. Антонюк. – Минск: Беларусь, 1991, - 400с.: ил.
2 Вардашкин, Б. Н. Станочные приспособления: Справочник в 2-х т. Т.1 и Т.2 / Б. Н. Вардашкин, А. А. Шатилова.– Москва : Машиностроение, 1984.
3 Горошкин, А.К. Приспособления для металлорежущих станков. Справочник / А.К. Горошкин. – Москва: Машиностроение, 1979. – 303с.
4 Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения / А.Ф. Горбацевич, В.А. Шкред. 4-е издание - Минск: Высшая школа, 1984. – 256с.
5 Косилова, А. Г. Справочник технолога-машиностроителя Т1. Под редакцией / А. Г. Косиловой, Р. К. Мещерякова. – Москва : Машиностроение, 1986. – 656с.
6 Косилова, А.Г. Справочник технолога-машиностроителя Т2. Под редакцией / А.Г. Косиловой, Р.К. Мещерякова. - Москва: Машиностроение, 1972. – 694с.
7 Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного для технического нормирования. Серийное производство. – Москва: Машиностроение, 1974. – 423с.
8 Режимы резания металлов : справочник / под редакцией А. Д. Корчемкина. – Москва : НИИ Тавтопром, 1995. – 456с.