

4818
.pdfМинистерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение
высшего образования «Воронежский государственный лесотехнический университет
имени Г.Ф. Морозова»
ПРОЦЕССЫ И МАШИНЫ В ЛЕСНОМ КОМПЛЕКСЕ
Методические указания к лабораторным работам для студентов по направлению подготовки
15.04.02 – Технологические машины и оборудование
Воронеж 2018
2
УДК 630*:65.011.54
Попиков, П. И. Процессы и машины в лесном комплексе [Электронный ресурс]: методические указания к лабораторным работам для студентов по направлению подготовки 15.04.02 – Технологические машины и оборудование / П . И. Попиков; М-во образования и науки РФ, ФГБОУ ВО «ВГЛТУ». – Воронеж, 2018. – 45 с.
Печатается по решению учебно-методического совета ФГБОУ ВО «ВГЛТУ» (протокол № 1 от 29 сентября 2018 г.)
Рецензент заведующий кафедрой электротехники и автоматики ФГБОУ ВО Воронежский ГАУ имени императора Петра I , д-р техн. наук, проф. Д.Н. Афоничев
3
ОГЛАВЛЕНИЕ
Лабораторная работа № 1…………………………………………………………4 Лабораторная работа № 2…………………………………………………………10 Лабораторная работа № 3………………………………………………………….14 Лабораторная работа № 4………………………………………………………….18 Лабораторная работа № 5……………………………...…………………………..25 Лабораторная работа № 6………………………………………………………….28 Лабораторная работа № 7…………………………………………...……………..32 Лабораторная работа № 8…………………………………………….……………36 Лабораторная работа № 9………………………………………………………….40 Библиографический список………………………………………………………..44
4
Лабораторная работа № 1 ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ВЛИЯНИЯ
ПАРАМЕТРОВ РАБОЧИХ ОРГАНОВ НА ЭНЕРГОЕМКОСТЬ ФРЕЗЕРНЫХ МАШИН ДЛЯ УДАЛЕНИЯ ПНЕЙ
1.1. Цель работы
Приобрести навыки определения влияния параметров фрезерных рабочих органов на энергоемкость процесса фрезерования древесины исходя из заданных величин.
1.2. Лабораторное оборудование и мерительный инструмент
Стенды с рабочими органами фрезерных машин; натурные образцы машин; лабораторная установка, интерферометрический датчик, линейка, угломер, модули аналогового ввода-вывода, контрольно-измерительное оборудование.
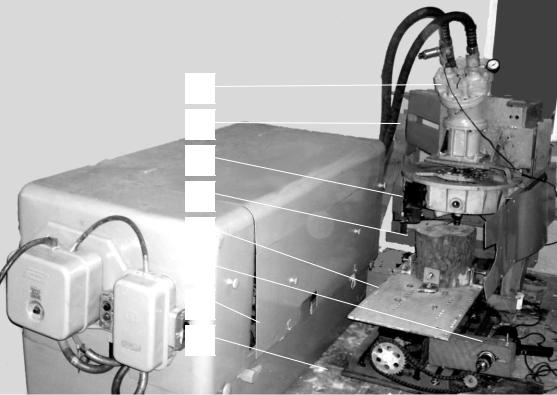
Исследование энергоемкости фрезерования пней производится на специализированной лабораторной установке (рис. 1.1). Установка включает в себя механизмы резания и подачи, закрепленных на станине 8. Механизм резания состоит из рабочего органа 3, жестко соединенного с валом гидромотора 1, смонтированного на раме 2. На рабочем органе закреплен комплекс, состоящий из скалывающего ножа и подрезного ножа.
В экспериментах используется схема подачи, обратная схеме подачи в реальности при эксплуатации фрезерной машины, то есть не рабочий орган подается в направлении пня, а экспериментальный пень подается в направлении рабочего органа, вращающегося относительно неподвижно закрепленной оси. Механизм подачи включает в себя подвижную платформу 5 с закрепленным пнем 4, с приводом от электродвигателя 6. Частота вращения электродвигателя задает скорость подачи платформы. Концевой выключатель 14 ограничивает механизм подачи пня до заданного заглубления комплекса. Гидромотор (ПМ-20) приводится во вращение гидростанцией (ЗБ722), которая подает рабочую жидкость через трубопроводы, закрепленные на гидромоторе штуцерами. Измерения угловой скорости отслеживается датчиком.
Изменение давления в подводящей гидромагистрали отслеживается датчиком, который снабжён демпфирующим устройством, для предотвращения
5
его выхода из строя при гидравлическом ударе.
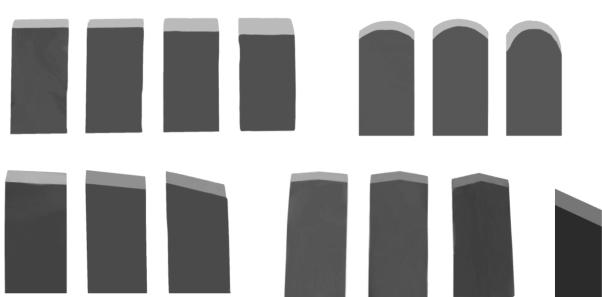
При исследовании энергоемкости процесса фрезерования пня используются четыре комплекта скалывающих ножей с различной режущей кромкой и углами заострения, которые поочерёдно закрепляются на рабочем органе лабораторной установки (рис. 4.2, а, б, в, г, д).
1
2
3
4
5
6
7
8
Рис. 1.1. Общий вид лабораторной установки
1.3. Порядок выполнения работы
В соответствии с целью работы необходимо выполнить серии экспериментов:
-определение энергоемкости рабочего процесса, для различных типов скалывающих ножей с учётом режима их работы на древесине дуба;
-определение энергоемкости работы единичного комплекса ножей на различных кинематических параметрах (скорость вращения рабочего органа, скорость подачи);
-оптимизация параметров рабочего органа фрезерной машины (скорость подачи и выступ подрезного ножа).
Скорость вращения рабочего органа при этом задается гидростанцией и исследуется на двух режимах – ω1 и ω2.
Скорость подачи определяется измерением времени прохождения
6
мерного участка пути, не содержащего отрезка разгона и торможения. Скорости подачи разделяется на восемь ступеней. Эксперимент останавливается при помощи конечного выключателя.
Основной породой в большинстве экспериментов является древесина дуба, на древесине березы и сосны возможно проверить механизм фрагментации и сравнить энергоемкость процесса.
а |
б |
в г д Рис. 1.2. Экспериментальные ножи с различными геометрическими
параметрами:
а – ножи с прямой режущей кромкой и углами заострения 35°, 40°, 45°, 50°; б – ножи с дугообразной режущей кромкой (радиуса скругления 20, 25, 30 мм) и углами заострения 42°; в – ножи с углом скоса режущей кромки 5°, 10°, 15° и углом заострения 42°; г – ножи с ломаной режущей кромки 5°5°, 10°10°, 15°15° и углом заострения 42°; д – подрезной нож с углом заострения 60° и боковым углом заострения 35°
Для определения энергоемкости работы единичного комплекса ножей на различных эксплуатационных параметрах, изготовлен подрезной нож (рисунок 4.2, д). Для чистоты эксперимента заточка проводилась на станке "УЗС-3Е643Е", погрешность при изготовлении составила ± 1°.
1.4. Методика обработки результатов эксперимента
4.4.1. Определение момента сопротивления фрезерования древесины пня
7
Опишем методы, используемые в дальнейшем для определения основных силовых и энергетических характеристик фрезы на основе PГМ(t) и ω(t). В лабораторных экспериментах момент сопротивления измеряется косвенным методом - путем измерения давления на гидромоторе. В процессе эксперимента измерительный комплекс позволяет получить зависимость показания датчика давления от времени UД(N), где UД – напряжение на датчике; N – порядковый номер временного отсчета. Была использована следующая методика пересчета зависимости UД(N) в зависимость Mс.ф.(t).
Давление на гидромоторе РГМ(t) непосредственно зависит от момента сопротивления вращению гидромотора Mс.ф.(t). Момент, развиваемый гидромотором, вычисляется по формуле
M |
п qт p k |
ГМ |
P (t) , |
(1.1) |
|
2 0 |
ГМ |
|
|
|
|
|
|
где ηп – полный КПД гидромотора; η0 – объёмный КПД гидромотора;
qт – рабочий объём гидромотора, см3/об; p – давление рабочей жидкости;
kГМ – коэффициент пропорциональности, определяемый путем предварительного расчета.
Таким образом, момент сопротивления рассчитывается из зависимости
UД(N) следующим образом: |
|
Mс.ф. (t) kГМ kк U Д (kt N ) , |
(1.2) |
где kк – калибровочный коэффициент датчика; kt – коэффициент пересчета времени, равный длительности одного временного отсчета.
1.4.2 Определение работы по измельчению древесины пня
Работа по измельчению пня A является энергетической характеристикой процесса фрезерования и в конечном итоге определяет топливную экономичность при работе фрезерной машины на вырубке. В каждом проведенном эксперименте производится оценка работы A.
В эксперименте пни необходимо измельчать не полностью, а только до определенного внедрения фрезы в пень (примерно на четверть). Такой подход позволяет уменьшить количество пробных пней: на одном пне можно провести
8
2…4 фрезерования с одного торца и 2…4 фрезерования с другого торца. Кроме того, уменьшается время проведения эксперимента, уменьшается износ ножей за один эксперимент. Внедрения фрезы на четверть в пень достаточно, чтобы в лабораторном эксперименте воспроизвести все фазы фрезерования пня: начальное касание, начальное фрезерование (при котором слои резания становятся все более длинными), установившееся фрезерование (при котором слои резания имеют приблизительно одинаковую длину). Однако при таком подходе при расчете работы по измельчению необходимо либо экстраполировать результаты частичного измельчения пня на полное, по измельчению некоторого эталонного пня, либо рассчитать удельную работу – работу по измельчению 1 см3 древесины. Остановимся подробнее на последнем варианте, который используется в данной лабораторной работе.
Работу A с большой степенью точности можно рассчитать по зависимости Mс.ф.(t). В механике работу выражают через интеграл от момента по углу
2 |
|
A M с.ф. ( )d , |
(1.3) |
1 |
|
где φ – текущее угловое положение фрезерного рабочего органа; φ1 и φ2 – некоторые начальный и конечный углы вращения.
В интеграле можно перейти от углов φ ко времени t, считая скорость вращения фрезерного рабочего органа постоянной ω(t) = ω0. Это допущение обосновывается тем, что ввиду большой массы рабочего органа соударение одного ножа с древесиной практически не изменяет вращение рабочего органа. Сделав замену φ = ωt, получаем формулу для расчета работы.
t2
A 0 Mс.ф. t1
(t)dt . |
(1.4) |
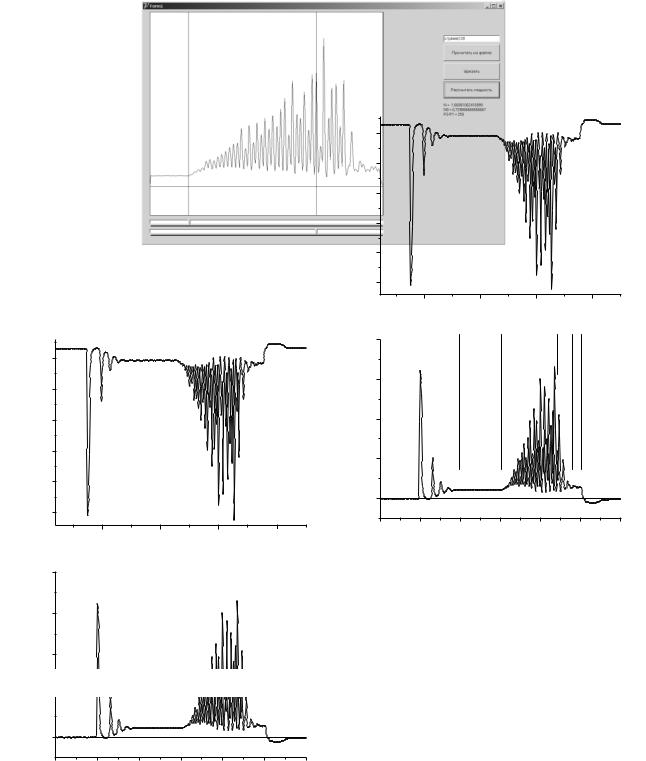
Моменты времени начала и окончания фрезерования t1 и t2 выбираются по графику зависимости Mс.ф.(t) и отмечаются вертикальными линиями (рис. 4.3). Время t1 выбирается по точке начала роста Mс.ф.(t). Время t2 выбирается по окончанию затухания всплесков Mс.ф..
Для удобства определения t1 и t2 и расчета работы путем численного интегрирования была составлена специальная программа на языке Object Pascal в интегрированной среде программирования Borland Delphi 7. Программа позволяет построить график Mс.ф.(t) по выбранному файлу, содержащему
9
результаты измерения, выбрать и увеличить некоторый участок графика, выбрать время начала контактирования фрезы с пнем и время остановки подачи фрезы, рассчитать среднюю мощность резания и работу резания. Численное интегрирование при расчете работы производится методом трапеций.
|
|
|
UД, -мВ1,2 |
|
|
|
|
|
|
|
|
|
-1,3 |
|
|
|
|
|
|
|
|
|
-1,4 |
|
|
|
|
|
|
|
|
|
-1,5 |
|
|
|
|
|
|
|
|
|
-1,6 |
|
|
|
|
|
|
Рис. 1.3. Интерфейсная форма программы для расчета работы по измельчению |
|||||||||
|
|
пня |
-1,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
200 |
|
400 |
600 |
номер800отсчета |
|
|
|
|
|
|
|
a |
|
|
|
U , мВ |
|
|
M400с.ф., |
I |
|
II |
III |
IV V |
VI |
|
|
Н·м |
|
|
|
|
|
|
|
Д -1,2 |
|
|
|
|
|
|
|
|
|
|
|
|
300 |
|
|
|
|
|
|
-1,3 |
|
|
|
|
|
|
|
|
|
-1,4 |
|
|
200 |
|
|
|
|
|
|
-1,5 |
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-1,6 |
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
-1,7 |
|
|
|
|
|
|
|
|
|
200 |
400 |
600 номер800отсчета |
0 |
10 |
20 |
30 |
40 |
50 |
t,60c |
|
|
|
|
|
|
|
|||
a |
б |
|
РисM400с.ф.1, .4. ИзмеряемаяI II в экспериментеIII IV V VI зависимость показания датчика давления
Н·м
от временного шага UД(N) (а) и рассчитанная по ней зависимость момента
300
сопротивления фрезерованию от времени Mс.ф.(t) (б)
200
1.5. Содержание отчета
100 Название лабораторной работы; цель работы; таблица с заданными, |
||||||
рассчитанными0 |
и измеренными параметрами; схема орудия; формулы для |
|||||
вычислений с |
20 |
результатами |
вычислений; анализ экспериментальных |
|||
0 |
10 |
30 |
40 |
50 |
t,60c |
|
зависимостей; выводыб .
1.6. Контрольные вопросы
10
1. Пояснить, от каких факторов зависит мощность, необходимая для осуществления процесса фрезерования?
2.Как измеряется в эксперименте зависимость показания датчика давления от временного шага UД(N)?
3.Как рассчитывается зависимость момента сопротивления фрезерованию от времени Mс.ф.(t)?