

е р и я в н у т р и в у з о в с к и х
СФедеральное государственное бюджетное образовательное учреждение высшего образования
м е т о д и ч е с к и х у к а з а н и й С и б А Д И
« ибирский государственный автомо ильно-дорожный университет (СибАДИ)» Кафедра «Автомо ли, конструкционные материалы и технологии»
Министерствоинауки высшего образования Российской Федерации
Г.Г. Бурый
СВАРКА |
|
ДУГОВАЯбПОД ФЛЮСОМ |
|
Д |
|
Методические указания для лабораторных работ |
|
Омск ▪ 2019 |
И |
|
|

УДК 621.7 |
|
|
|
||
Согласно 436-ФЗ от 29.12.2010 «О защите детей от информации, |
|||||
ББК 30.61 |
причиняющей вред их здоровью и развитию» данная продукция маркировке не |
||||
Б91 |
подлежит. |
||||
|
|
|
|
|
|
Рецензент
канд. техн. наук, доц. И.К. Потеряев (СибАДИ)
СибАДИРабота утверждена редакционно-издательским советом СибАДИ в качестве методическ х указан й.
Бурый, Гр гор й Геннадьевич.
Б91 Дуговая сварка под флюсом [Электронный ресурс] : методические указания для лабораторных работ / Г.Г. Бурый. – (Серия внутривузовских методических указаний бАДИ). – Электрон. дан. – Омск : СибАДИ, 2019. – URL: http:// bek.sibadi.org/cgi-bin/irbis64r plus/cgiirbis 64 ft.exe. - Режим доступа: для авторизованных пользователей.
Оп саны способ дуговой сварки под флюсом, выбор флюса, выбор марки сварочной проволоки, определение типа сварного шва, выбор оборудования для сварки под флюсом, операции по подготовке изделий к сварке, выбор режимов сварки.
Имеют интерактивное оглавление в виде закладок. Содержат ссылки на видеоматериалы о учающего и демонстрационного характера, которые
воспроизводятся с помощью проигрывателя Windows Media.
Рекомендованы о учающимся всех форм по направлению подготовки бакалавриата «Наземные транспортно-технологические комплексы» и специальности «Наземные транспортно-технологические средства» для получения практических знаний при выполнении лабораторной работы по дисциплине «Материаловедение. Технология конструкционных материалов».
Подготовлены на кафедре « втомобили, конструкционные материалы технологии».
Мультимедийное издание (1,8 МБ)
Системные требования : Intel, 3,4 GHz ; 150 МБ ; Windows XP/Vista/7 ; DVD-ROM ;
1 ГБ свободного места на жестком диске ; программа для чтения pdf-файлов :
Adobe Acrobat Reader ; Foxit Reader
Техническая подготовка В.С. Черкашина
Издание первое. Дата подписания к использованию 27.02.2019 Издательско-полиграфический комплекс СибАДИ. 644080, г. Омск, пр. Мира, 5
РИО ИПК СибАДИ. 644080, г. Омск, ул. 2-я Поселковая, 1
ФГБОУ ВО «СибАДИ», 2019
Ссылка на видео внутри работы кликабельна
ВВЕДЕНИЕ
Одним из самых распространенных технологических процессов получения неразъемных соединений является сварка. Дуговая сварка под флюсом является одним из наиболее производительных видов сварки, обеспечивающих высокое качество сварного соединения. В методических Суказаниях рассмотрен процесс дуговой сварки под флюсом. Приведены марки сварочной проволоки т принцип их выбора. Представлены марки сварочных флюсов пр нцип их подбора. Приведены характеристики типов сварных швов. Предложены виды оборудования для сварки под флюсоми. Оп саны операц по подготовке изделий к сварке, особенности их выполнен я. Пр ведены параметры режимов дуговой сварки под
флюсом.
б А Д И
3
Цель работы: изучение процесса сварки под слоем флюса.
Задачи: 1) подобрать марку сварочной проволоки для сварки изделий согласно варианту; 2) подобрать марку флюса для сварки изделий согласно варианту; 3) выбрать шов для сварки изделий согласно варианту; 4) подобрать оборудование для сварки шва согласно варианту, указать перемещается свариваемое изделие или нет; 5) записать необходимые
Соперации для подготовки изделий к сварке; 6) выбрать параметры режима сварки по таблицам.
1. ПРОЦЕСС СВАРКИ ПОД СЛОЕМ ФЛЮСА
перемещен я сварочного агрегата. Данный вид сварки проводится б. По сравнению с ручной дуговой сваркой качество шва знач тельно лучше, выше производительность, лучше
полуавтоматамиПри данном в де сварки контакт сварочной проволоки с изделием происход т под слоем флюса, который высыпается из бункера в процессе
условия труда сварщ ка меньше срок его обучения. Флюс – порошок из различных элементов, защищающий сварочную ванну (жидкий наплавляемый металл) от контакта с воздухом. [1]
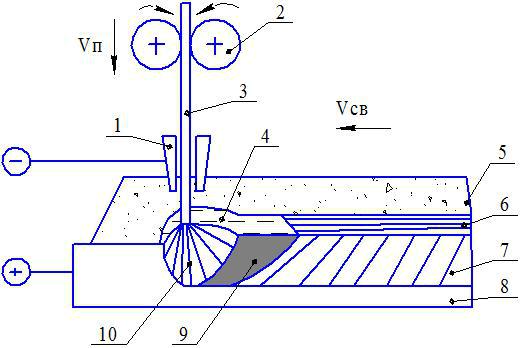
На рисунке 1 представленаАсхема процесса автоматической дуговой сварки под флюсом. Процесс сварки представлен на видео.
Д И
Рис. 1. Схема процесса автоматической дуговой сварки под флюсом:
1 – токопровод; 2 – механизм подачи проволоки; 3 – сварочная проволока; 4 – жидкий шлак; 5 – флюс; 6 – шлаковая корка; 7 – сварной шов;
8 – основной металл; 9 – жидкий металл; 10 – электрическая дуга; Vсв – скорость сварки; Vп – скорость подачи проволоки
4

2. ВЫБОР МАРКИ СВАРОЧНОЙ ПРОВОЛОКИ
Выбирают марку сварочной проволоки наиболее близкую по составу со свариваемыми изделиями. Легирующих элементов в проволоке должно быть меньше или столько же сколько в свариваемых изделиях. По содержанию углерода металл шва и сварочной проволоки могут отличаться, обычно содержание углерода в проволоке ниже, чем в свариваемых изделиях. Марки сварочной проволоки представлены в таблице 1. [2]
|
|
|
|
Таблица 1 |
|
|
Тип 10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св- |
||||
|
Марки сварочной проволоки |
||||
С |
|
|
|
||
|
свар ваемой стали |
|
Марки сварочной проволоки |
||
|
Углерод стая |
Св-08, Св-08А, Св-08АА, Св-08ГА, Св-08ГА, |
|
||
|
н зколег рованная |
Св-10ГА |
|
|
|
|
б |
|
|
||
|
реднелег рованная |
Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св- |
|
||
|
|
08ГСМТ, Св-20ГСТЮА, Св-18ХГС, Св- |
|
||
|
|
08ХНМ, Св-08ХМФА, Св-10ХМФТ, Св- |
|
||
|
|
08ХГ2С, Св-08ХГСМА, Св-10XГ2СМА, СВ- |
|
||
|
ХГСМФА |
|
|||
|
|
08 |
|
, Св-04Х2МА, Св-13Х2МФТ, Св- |
|
|
|
08Х3 2 |
, Св-08ХМНФБА, Св-08ХН2М, |
|
|
|
|
Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, |
|
||
|
|
Св-10Х5М |
|
|
|
|
Высоколегированная |
Св-12Х11НМФ, Св-10Х11НВМФ, Св-12Х13, |
|
||
|
|
Д |
|
||
|
|
Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св- |
|
||
|
|
10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св- |
|
||
|
|
04Х19Н9, Св-07Х18Н9ТЮ, Св-06Х19Н9Т, |
|
||
|
|
Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св- |
|
||
|
|
05Х19Н9Ф3С2, Св-07Х19Н10Б, Св- |
|
||
|
|
06Х19Н10М3Т, Св-04Х19Н11М3, Св- |
|
||
|
|
|
|
И |
|
|
|
10Х20Н15, Св-07Х25Н13, Св-13Х25Н18, Св- |
|
||
|
|
08Х20Н9Г7Т, Св-08Х21Н10Г6, Св- |
|
||
|
|
30Х25Н16Г7, Св-10Х16Н25АМ6, Св- |
|
||
|
|
30Х15Н35В3Б3Т, Св-08Н50 |
|
||
3. ВЫБОР МАРКИ ФЛЮСА
Плавленые флюсы (получают сплавлением компонентов). Плавленые флюсы не имеют возможности легировать дополнительными элементами, поэтому их применяют, если химический состав проволоки и изделий совпадают. Марки плавленых флюсов представлены в таблице 2 [3].
5
Таблица 2
Марки плавленых флюсов
|
Марка флюса |
Назначение |
|
|
|
|
|
Механизированная сварка и |
|
|
АН-384-А*, АН-348-АМ, |
наплавка углеродистых |
|
|
|
АН-348-В, АН-348-ВМ, |
низколегированных |
|
|
С |
|
сталей углеродистой и |
|
|
|
О Ц-45, ОСЦ-45М, |
|
||
|
О Ц-45П**, АН-60, АН-65, |
низколегированной сварочной |
|
|
|
ФЦ-9 |
|
(наплавочной стальной или |
|
|
|
|
порошковой наплавочной) проволокой |
|
|
и |
Электрошлаковая сварка углеродистых |
|
|
|
АН-8 |
|
и низколегированных сталей |
|
|
|
|
Дуговая автоматическая сварка и |
|
|
АН-20С, АН-20СМ, АН- |
наплавка высоколегированных и |
|
|
|
среднелегированных |
|
||
|
б |
|
||
|
20П,АН-15М, АН-18 |
сталей соответствующей сварочной |
|
|
|
|
|
(наплавочной) проволокой |
|
|
|
|
Электрошлаковая сварка и дуговая |
|
|
|
|
автоматическая наплавка и |
|
|
|
А |
|
|
|
АН-22 |
|
сварка низколегированных и |
|
|
|
|
среднелегированных |
|
|
|
|
сталей соответствующей |
|
|
|
|
сварочной/наплавочной проволокой |
|
|
|
|
втоматическая и полуавтоматическая |
|
|
|
|
Дуговая |
|
|
АН-26С, АН-26П, |
сварка нержавеющих коррозионно- |
|
|
|
АН-26СП*** |
стойких и жаропрочных |
|
|
|
|
|
сталей соответствующей сварочной |
|
|
|
|
проволокой |
|
|
|
|
сварка и наплавка |
|
|
|
|
углеродистых низколегированных и |
|
|
АН-17М, АН-42, АН-43, |
среднелегированных сталей |
|
|
|
АН-47 |
|
повышенной и высокой |
|
|
|
|
прочности соответствующей |
|
|
|
|
проволокой |
|
|
Неплавленые флюсы получают смешиваниемИгранул компонентов. В |
|||
неплавленые флюсы есть возможность добавлять различные вещества в |
||||
виде металлических порошков которые могут легировать металл шва, участвовать в раскислении, снижать вредные примеси придавать магнитные свойства. Марки неплавленых флюсов представлены в таблице
3 [4,7].
6
Таблица 3
Марки неплавленных флюсов
|
Марка флюса |
Назначение |
|
||
|
АНК-35 |
для сварки низкоуглеродистых сталей |
|
||
С |
низкоуглеродистойпроволокой Св-08 и |
|
|||
Св-08А |
|
|
|||
|
АНК-46 |
для сварки низкоуглеродистых и |
|
||
|
|
низколегированных сталей |
|
||
|
АНК-47 и АНК-30 |
для сварки швов высокой |
|
||
|
|
хладостойкости |
|
|
|
|
АНК-45 |
для сварки высоколегированных сталей |
|
||
и |
|
|
|
||
|
АНК-40, АНК-18, АНК-19 |
для наплавочных работ |
|
||
|
|
низкоуглеродистой сварочной |
|
||
|
|
проволокой Св-08 и Св-08А |
|
||
|
Керам ческ е флюсы КВС- |
Сварка углеродистых сталей |
|
||
|
19 К-11 |
проволокой Св-08 и Св-08А |
|
||
|
Керам ческ й флюс КС |
Сварка легированных сталей возможно |
|
||
|
(содерж т лег рующ е |
проволокой Св-08 и Св-08А |
|
||
|
элементы) |
|
|
|
|
|
Керам ческ й флюс К-8 |
Сварка нержавеющих сталей |
|
||
|
|
проволокой для сварки нержавеющих |
|
||
|
А |
|
|||
|
|
сталей |
|
|
|
|
б |
|
|||
|
Магнитные флюсы Относятся к керамическим, в их состав |
|
|||
|
|
до авляют железный порошок. |
|
||
|
|
Применяются для сварки вертикальных |
|
||
|
|
поверхностей. |
|
|
|
|
|
Д |
|
||
|
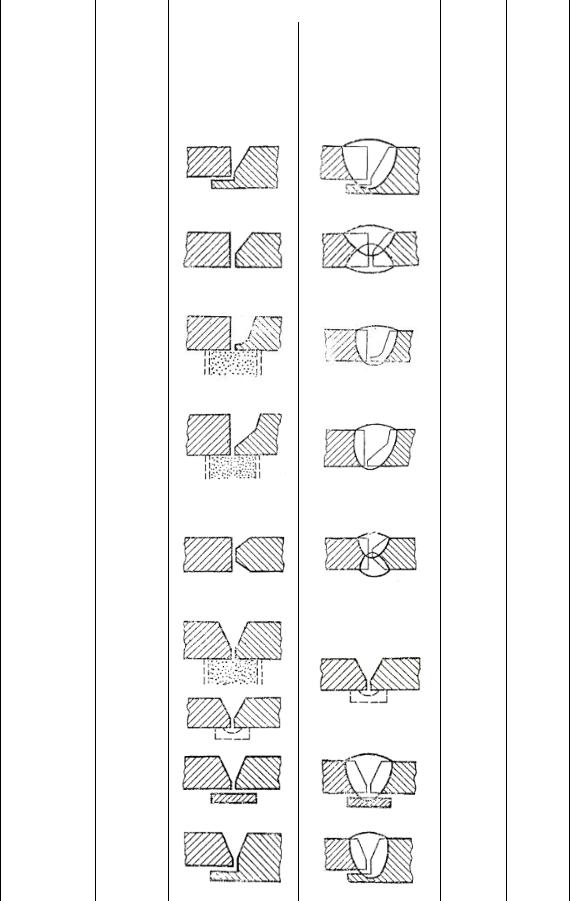
4. ВЫБОР ТИПА СВ РНОГО ШВА |
||||
Обозначения способов сварки под флюсом: |
И |
||||
АФ - автоматическая на весу; |
|
||||
АФф - автоматическая на флюсовой подушке; |
|||||
|
|
||||
АФм - автоматическая на флюсомедной подкладке; АФо - автоматическая на остающейся подкладке; АФп - автоматическая на медном ползуне;
АФш - автоматическая с предварительным наложением подварочного шва; АФк - автоматическая с предварительной подваркой корня шва; МФ - механизированная на весу; МФо - механизированная на остающейся подкладке;
МФш -механизированная с предварительным наложением подварочного шва; МФк - механизированная с предварительной подваркой корня шва. В таблице 4 представлены типы сварных швов [5].
7
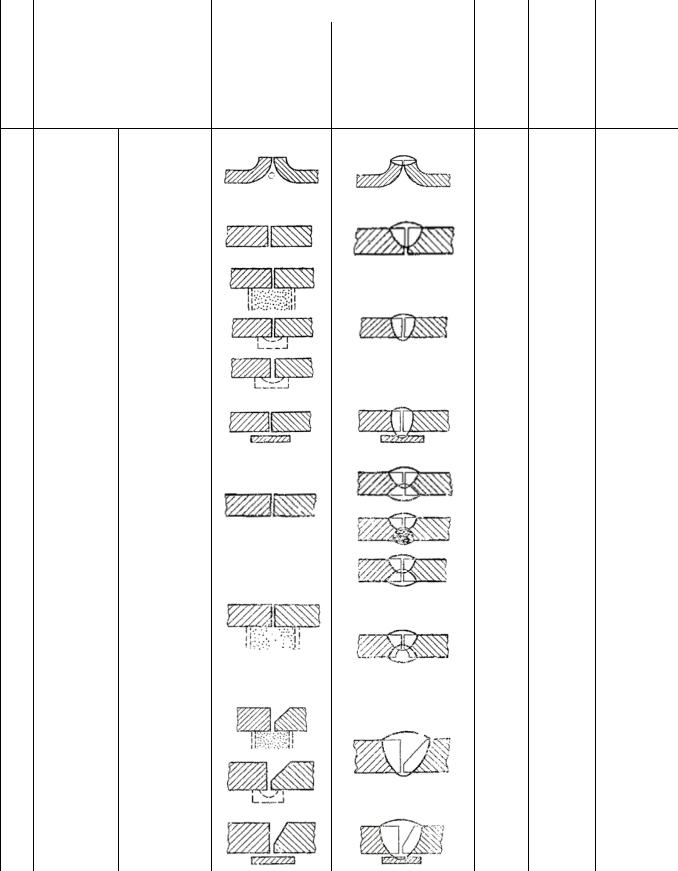
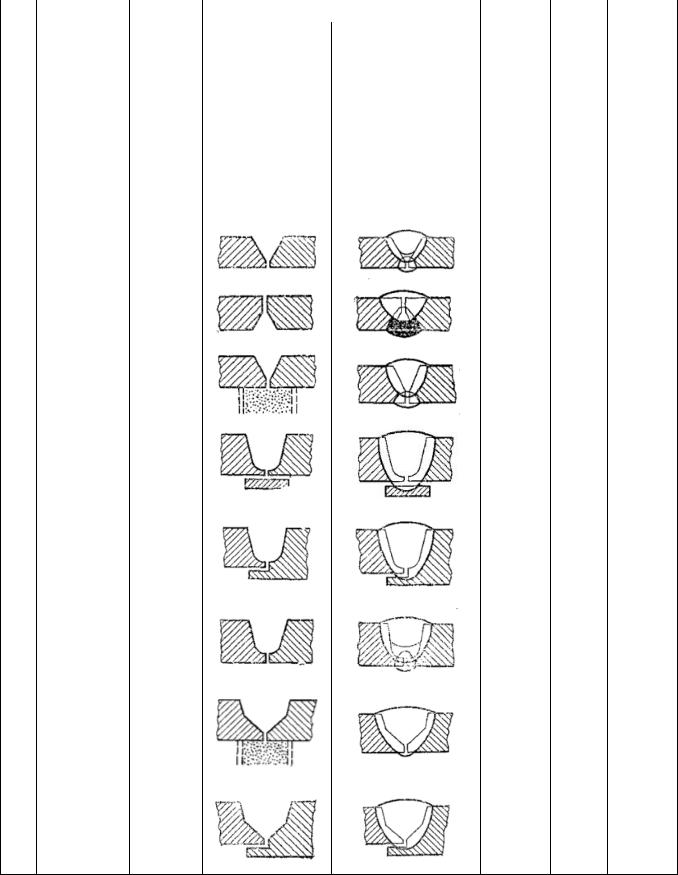
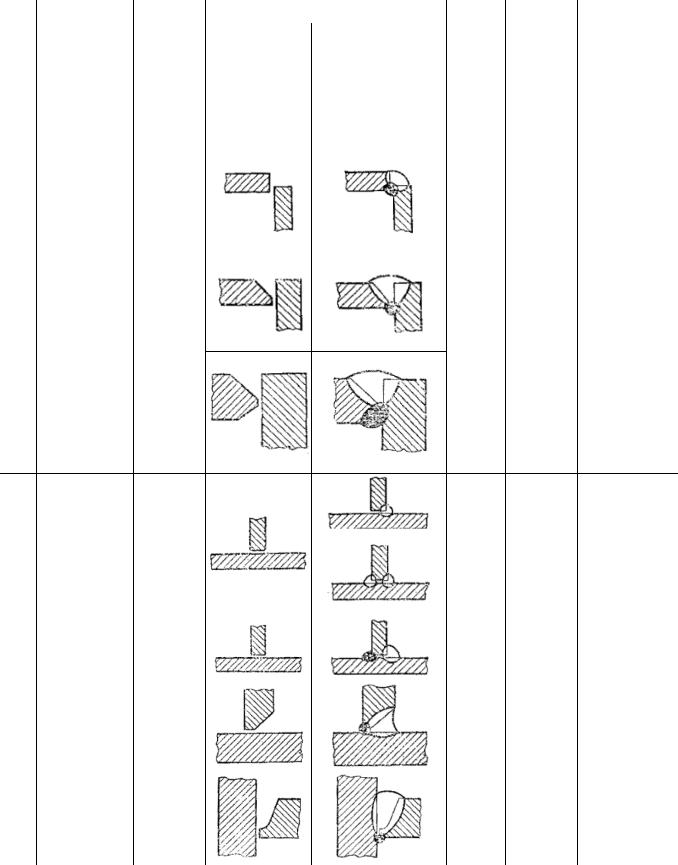
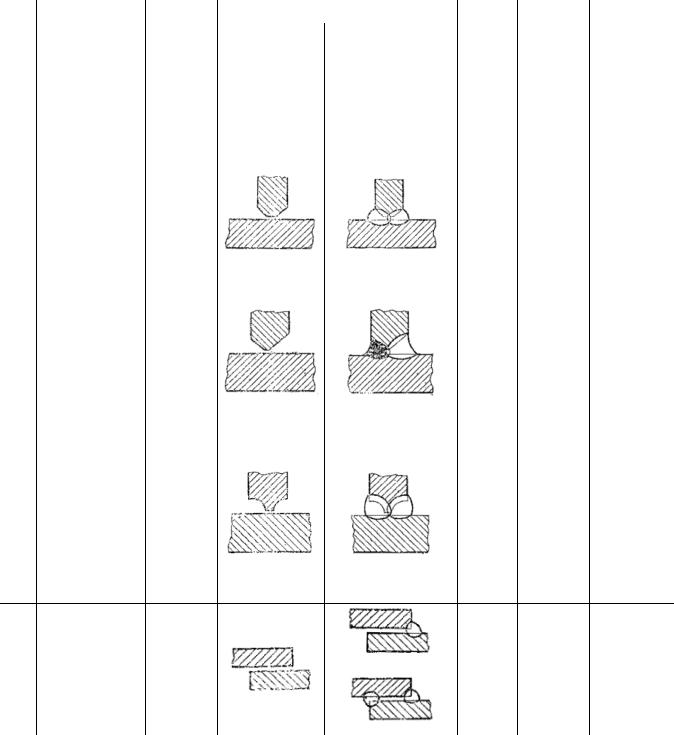
Таблица 4
Типы сварных щвов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тип соединения |
Форма подготовленн кромокых |
|
|
Характер сварногошва |
Форма поперечного сечения |
Способсварки |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
||||
|
|
подготовле нных кромок |
|
сварного шва |
|
||||||||
|
С |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||||||
|
|
отбортовко кромокй |
|
|
|
|
|
|
|
1,5-3,0 |
C 1 |
|
|
|
|
и |
|
|
АФ; |
|
|||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Одностороннй |
|
|
|
МФ |
|
|
|
|
Стыковое |
кромок |
|
|
|
|
|
|
2,0-12,0 |
C 47 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
б |
|
АФф |
2,0 10,0 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
скосаВез |
|
|
|
|
|
|
|
|
C 4 |
|
|
|
|
|
|
|
|
|
|
АФм |
3,0-12,0 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АФп |
5,0-20,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
кромок |
Однос торон ний |
|
|
|
АФ; |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
АФо; |
2,0-12,0 |
С5 |
|
|
|
|
|
|
|
|
|
|
|
МФо |
|
|
|
|
|
|
|
|
|
|
|
|
Д |
|
|
|
|
|
Стыковое |
скоса |
|
|
|
АМФ |
2,0-20,0 |
С7 |
|
||||
|
|
|
Двусторонний |
|
|
|
АФш; |
2,0-12,0 |
|
|
|||
|
скосаБез скромок последующ строжкойей |
|
|
|
|
|
МФш |
|
|
||||
|
|
Без |
|
|
|
|
|
|
|
2,0-32,0 |
С29 |
|
|
|
|
|
|
|
|
|
|
|
|
И |
|
||
|
|
|
|
|
|
|
|
|
|
АФф |
16,0- |
С30 |
|
|
|
|
|
|
|
|
|
|
|
|
32,0 |
|
|
|
Стыковое |
скосомСо одной кромки |
|
|
Односторонний |
|
|
|
АФф |
8,0-30,0 |
С10 |
|
|
|
|
|
|
|
|
АФо; |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
8,0- 20,0 |
С9 |
|
|
|
|
|
|
|
|
|
|
|
АФм |
|
|
|
|
|
|
|
|
|
|
|
|
|
МФо |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8
Продолжение табл. 4
|
Тип соединения |
Форма подготовленн ых кромок |
|
|
сварного шва |
|
Форма поперечного сечения |
|
|
Толщина свариваемых деталей, мм Условное обозначение сварного соединения |
|
||||
|
|
Характер |
|
подготовле нных кромок |
|
сварного шва |
|
Способ сварки |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
скосомодной кромки |
Односто ронний |
замковы |
й |
|
|
|
|
АФо |
14,0- |
С11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8,0-30,0 |
|
||
|
тыковое |
|
криволинейоннйнйДвусторОдносторонкромкиоднойскосомным |
|
|
|
|
|
|
|
|||||
|
С |
|
|
|
АФ |
20,0 |
С12 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С |
|
|
|
|
|
|
|
|
АФф |
16,0- |
С31 |
|
|
|
|
|
|
|
|
|
|
|
|
50,0 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С ломанны скосомм одной |
рокмки |
Одностор |
онний |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б |
|
|
АФф |
16,0- |
C 32 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
50,0 |
|
|
|
Стыковое |
двумяС симметричны скосамими одной |
рокмки |
Двусторонни |
й |
|
А |
|
АФ |
20,0- |
C 15 |
|
|||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
30,0 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
скосомСо кромок |
|
Односторонни |
й |
|
|
|
|
И |
|
|||
|
|
|
|
|
|
|
|
|
|
30,0 |
|
|
|||
|
|
|
|
|
|
|
|
|
ДАФф 8,0-24,0 |
C 18 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
АФм |
12,0- |
|
|
|
|
|
кромокскосомСо |
|
Однос торон ний |
|
|
|
АФо; |
|
C 19 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Стыковое |
|
|
|
|
|
|
|
|
|
МФо |
|
|
||
|
|
Односто ронний |
замковы |
|
|
|
|
|
|
|
|
||||
|
|
й |
|
|
|
|
8,0-30,0 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
АФо |
C 20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9
Продолжение табл. 4
|
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
|
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
Тип соединения |
подготовленных кромок |
сварного шва |
Способ сварки |
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
и |
|
|
|
|
|
|
|
||||
С |
|
|
|
|
АФк; |
14,0- |
|
|
|||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
30,0 |
|
|
||||||
|
Стыковое |
кромок |
Двустороннй |
|
|
|
|
|
МФк |
|
C 21 |
||
|
|
|
|
|
|
|
|
|
|||||
|
Со |
|
|
|
|
|
|
|
|||||
|
|
|
|
б |
|
|
АФш; |
5,0- |
|||||
|
|
скосом |
|
|
|
|
|||||||
|
|
|
|
МФш |
14,0 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АФф |
14,0- |
С33 |
|
|
|
|
|
|
|
|
|
|
|
30,0 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
скосом |
|
Односто ронний |
|
|
|
|
|
16,0- |
С34 |
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
60,0 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АФо |
|
|
|
|
Стыковое |
криволинейнымС |
кромок |
Двустор онний |
А |
|
|
|
|||||
|
|
|
|
Одностор онний |
замковый |
|
16,0- |
С35 |
|||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
50,0 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
И |
|||||
|
|
|
|
|
|
|
|
|
|
АФк |
24,0- |
С23 |
|
|
|
|
|
|
|
|
Д160,0 |
|
|
||||
|
Стыковое |
С С ломаннымломанным |
скосомскосом кромоккромок |
Одностор онний |
замковый |
|
|
|
|
|
|
|
|
|
|
|
|
Одностор онний |
|
|
|
|
АФф |
20,0- |
С36 |
||
|
|
|
|
|
|
|
|
|
|
|
60,0 |
|
|
|
|
|
|
|
|
|
|
|
|
АФо |
16,0- |
С37 |
|
|
|
|
|
|
|
|
|
|
|
60,0 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10
Продолжение табл. 4
|
Тип соединения |
|
|
подготовленных кромок |
|
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
||
|
|
Форма |
|
подготовленн ых кромок |
сварного шва |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|||
|
С |
Двусторонн й |
|
|
|
|
|
|
|
||||
|
тыковое |
двумя |
симметрич |
ными скосами |
кромок |
|
|
|
АФ; |
18,0-60,0 |
С25 |
|
|
|
|
|
|
|
|
|
|
|
|
МФ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
симметричнымикромокскосамидвумяС |
|
|
АФк |
24,0-60,0 |
С 25 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АФф |
18,0-60,0 |
С38 |
|
|
Стыковое |
|
|
|
|
Двустороннй |
|
|
|
|
|
|
|
|
С двумя |
несиммет |
ричными скосами |
кромок |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
А |
АФш |
|
|
|
||
|
|
|
|
|
б |
|
; |
16,0-60,0 |
С39 |
|
|||
|
|
|
|
|
|
|
|
|
|
МФш |
|
|
|
|
|
двумяС |
симметричными |
криволинейным скосамии |
кромок |
|
|
Д |
50,0- |
|
|
||
|
|
|
|
|
|
|
|
|
|
АФ |
160,0 |
С26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
двумяС несимметричн скосамиыми кромок |
Двусторонний |
|
|
И |
|
||||||
|
Стыковое |
|
|
|
|
24,0- |
С40 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
130,0 |
|
|
|
|
|
|
|
|
|
|
|
|
АФш |
24,0-60,0 |
С41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
Угловое |
С отбортов кой одной кромки |
Одностор онний |
|
|
|
АФ; |
1,5-3,0 |
У1 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
МФ |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11
Продолжение табл. 4
|
Тип соединения |
|
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Способ сварки |
Толщина свариваемых деталей, мм |
Условное обозначение сварного соединения |
|
|||
|
|
подготовленн ых кромок |
сварного шва |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С |
Двусторонн й |
|
|
|
|
|
|
|
|
||
|
Угловое |
|
скоса Без кромок |
|
|
|
АФш; |
4,0-14,0 |
|
У5 |
|
|
|
|
|
|
|
|
|
|
МФш |
|
|
|
|
|
|
|
Со скосом кромкиДвустороннйодной |
|
|
|
20,0-40,0 |
|
У3 |
|
||
|
|
|
|
б |
|
|
8,0-20,0 |
|
У7 |
|
||
|
Угловое |
|
|
|
АФш; |
|
|
|
|
|||
|
двумяС несимметрич ными скосами омкинойдрок |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
МФш |
|
|
|
|
|
|
|
|
Односто ронний |
АФ |
; |
3,0-40,0 |
|
Т1 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тавровое |
|
скосаБез кромок |
|
|
Д |
|
|
|
|||
|
|
Двуст орон ний |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
МФ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Без скоса кромо к |
|
|
|
И |
|
||||
|
|
|
|
|
|
|
|
АФш; |
3,0-20,0 |
|
Т3 |
|
|
|
|
|
|
|
|
|
МФш |
|
|
|
|
|
Тавровое |
|
Сокриволин ейнымскосом однойскосом кромкиодной |
Двусторонний |
|
|
|
АФш; |
8,0-30,0 |
|
Т7 |
|
|
|
|
|
|
|
|
|
МФш |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АФш |
16,0- |
|
Т2 |
|
|
|
|
|
|
|
|
|
30„0 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12
Продолжение табл. 4
|
СТипсоединения двумяФормаподготовленныхскосамикромокоднойкромки |
|
|
Форма поперечного сечения |
Способ сварки |
|
|
|
|
|
||||||
|
Характер |
|
подготовленн кромокых |
|
сварногошва |
|
|
Условное |
|
соединения |
|
|||||
|
|
|
|
|
сварногошва |
|
|
|
|
|
Толщина свариваемых деталеймм, |
|
обозначение сварного |
|
|
|
|
Тавровое |
скосамиДвустороннйкромкиодноймисимметричнымнесимметричныдвумяС |
|
|
|
АФ; |
16,0-40,0 |
|
Т8 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
МФ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
б |
|
|
АФш; |
20,0-40,0 |
|
Т4 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
МФш |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Тавровое |
двумяС симметричными криволинейными скосамиодной |
кромки |
|
Двусторонний |
А |
АФ |
30,0-60,0 |
|
T 5 |
|
|
||||
|
|
|
|
|
|
|
|
|
Д |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Нахлесточное |
скосаБез кромок |
|
Одно сторДвусто онниронний |
й |
|
|
И |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
АФ; |
10-20,0 |
|
H 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
МФ |
|
|
H 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13