

61
.pdfУСТРОЙСТВО ТОКАРНО-
ВИНТОРЕЗНОГО СТАНКА
И ЕГО НАСТРОЙКА НА ОБРАБОТКУ
ДЕТАЛЕЙ МАШИН
Методические указания к лабораторной работе по дисциплине «Станки и инструмент»
Федеральное агентство по образованию Сибирская государственная автомобильно-дорожная академия
(СибАДИ)
Кафедра «Конструкционные материалы и специальные технологии»
УСТРОЙСТВО ТОКАРНО-ВИНТОРЕЗНОГО
СТАНКА И ЕГО НАСТРОЙКА НА ОБРАБОТКУ
ДЕТАЛЕЙ МАШИН
Методические указания к лабораторной работе по дисциплине «Станки и инструмент»
Составители Б. И. Калмин, М. С. Корытов (в авторской редакции)
Омск
СибАДИ
2012
2
УДК 621.91 ББК 34.63-11
Рецензент канд. техн. наук, доц. В.Н. Никитин
Работа одобрена методической комиссией факультета «Автомобильный транспорт» в качестве методических указаний к лабораторной работе по дисциплине «Станки и инструмент» для студентов специальностей 190201, 190601.
Устройство токарно-винторезного станка и его настройка на об-
работку деталей машин: Методические указания к лабораторной работе по дисциплине «Станки и инструмент» / Сост.:Б.И. Калмин, М.С. Корытов. – Омск:Изд-воСибАДИ,2012.–8с.
Рассматривается устройство токарно-винторезного станка и методика его применения для обработки типовых деталей машин. Методические указания могут быть использованы студентами как дневной, так и заочной форм обучения.
Табл. 1 . Ил.2 . Библиогр.: 2 назв.
______________________________________________________
Подписано к печати |
2012. Формат 60 х 90 1/16. |
||
Бумага писчая. Гарнитура Таймс. |
|
||
Оперативный |
способ печати. Усл. п. л. 0,5 уч.-изд. л. 0,5. |
||
Тираж 60 экз. |
Изд. № |
. Заказ |
Цена договорная. |
* * *
Отпечатано в ПЦ издательства СибАДИ 644099, Омск, ул. П.Некрасова, 10
Составители:Б.И. Калмин, М. С. Корытов, 2012
3
Цель работы
1.Изучение основных узлов универсального токарно-винторезного
станка.
2.Изучение органов управления станком и настройка станка на заданные режимы.
3.Составление карты технологического процесса изготовления типовой детали.
Содержание работы
1.Знакомство с устройством токарно-винторезного станка 16К20.
2.Ознакомлениескартамитехнологическогопроцессаичертежомдетали.
3.Настройка станка по выбранным режимам.
4.Изготовление детали.
5.Контроль геометрическихразмеров и чистотыповерхностей детали.
1. ЗНАКОМСТВО С УСТРОЙСТВОМ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 16К20
Универсальные токарно-винторезные станки предназначены для обтачивания наружных и внутренних поверхностей вращения, обработки торцевых, конических и фасонных поверхностей, сверления, развертывания и нарезания различных типов резьб.
Техническая характеристика станка
наибольший диаметр точения над нижней частью суппорта – 200 мм, над станиной – 400 мм.
наибольший диаметр обрабатываемого прутка – 50 мм.
пределы числа оборотов шпинделя – 12,5…1600 об/мин.
диаметр отверстия в шпинделе – 52 мм.
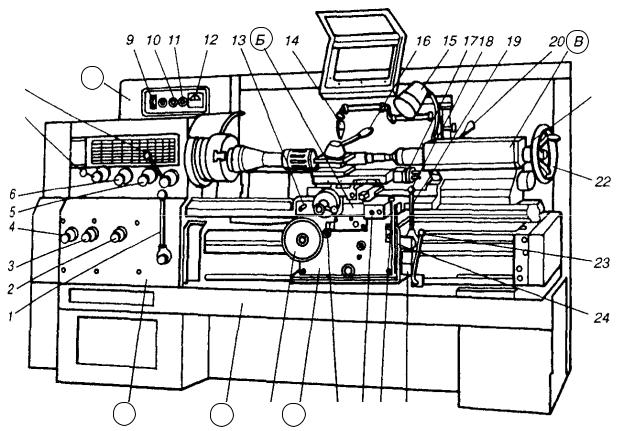
Станок состоит из следующих узлов (рис. 1): А – передней (шпиндельной) бабки, Б – суппорта, В – задней бабки, Г – фартука, Д – станины, Е – коробки подач.
Станина станка коробчатой формы с поперечными П-образными ребрами отлита из чугуна и предназначена для монтажа на ней всех узлов станка. Имеет две призматические направляющие для передвижения по ним каретки и задней бабки.
Коробка скоростей предназначена для закрепления в ней детали или заготовки и придания им определенного числа оборотов.
4
9 10 11 12 13 Б 14 |
|
16 15 17 18 19 20 В |
|
|
|
8 А
21
7
|
|
22 |
|
6 |
|
||
|
|
|
|
5 |
|
|
|
4 |
|
|
|
3 |
|
|
|
23 |
|||
2 |
|
|
|
1 |
|
|
|
24 |
|||
|
|
|
|
Е |
Д 29 Г 28 27 26 25 |
Рис. 1. Токарно-винторезный станок и органы его управления
Движение к коробке скоростей передается от электродвигателя через клиноременную передачу. Необходимое число оборотов устанавливается при помощи двух рукояток. Всего станок имеет 22 различные скорости вращения шпинделя.
Коробка подач предназначена для монтажа в ней механизма подач, который служит для изменения величины подач в продольном и поперечном направлениях, а также для настройки станка при нарезке различных типов резьб.
Суппорт предназначен для превращения вращательного движения ходового винта в поступательное перемещение резца в продольном и поперечном направлениях.
Задняя бабка предназначена для поддержания второго конца нежесткой детали и крепления сверла, развертки, зенкера при изготовлении отверстий. При поддержании детали в ней крепится задний центр. Перемещение задней бабки производится по станине вручную и механически.
Резцедержатель предназначен для закрепления в нем резцов. Резцы крепятся при помощи винтов, минимальное число которых должно быть не менее двух.
Общий вид токарно-винторезного станка 16К20 показан на рис. 1: А
– передняя (шпиндельная) бабка, Б – суппорт, В – задняя бабка, Г – фартук,
5
Д – станина, Е – коробка подач, 1 – рукоятка управления фрикционной муфтой главного привода, 2 – вариатор подачи, шага резьбы и механизма отключения подачи, 3 – вариатор подачи и типа нарезаемой резьбы, 4 – вариатор подачи и шага резьбы, 5 – переключатель на левую, правую и другие резьбы, 6 – рукоятка установки нормального и увеличенного шага резьбы и положение при делении на заходы резьбы, 7,8 – рукоятки установки частоты вращения шпинделя, 9 – вводный автоматический выключатель, 10 – лампа сигнальная, 11 – включение насоса СОЖ, 12 – указатель нагрузки станка, 13 – ручное перемещение поперечных салазок суппорта, 14 – регулируемое сопло СОЖ, 15 – освещение местное, 16 – рукоятка поворота и зажима резцедержателя, 17 – рукоятка перемещения верхних салазок суппорта, 18 – рукоятка включения двигателя ускоренного хода, 19 – рукоятка управления перемещения каретки и салазок суппорта, 20 – зажим пиноли задней бабки, 21 – рукоятка закрепления задней бабки на станине, 22 – маховичок перемещения пиноли задней бабки, 23 – рукоятка включения и отключения муфты главного привода, 24 – рукоятка включения и отключения муфты главного привода, 25 – включение подачи, 26 – винт закрепления каретки на станине, 27 – кнопочная станция двигателя главного привода, 28 – рукоятка включения и выключения реечной шестерни, 29 – маховичок ручного перемещения каретки.
2. КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
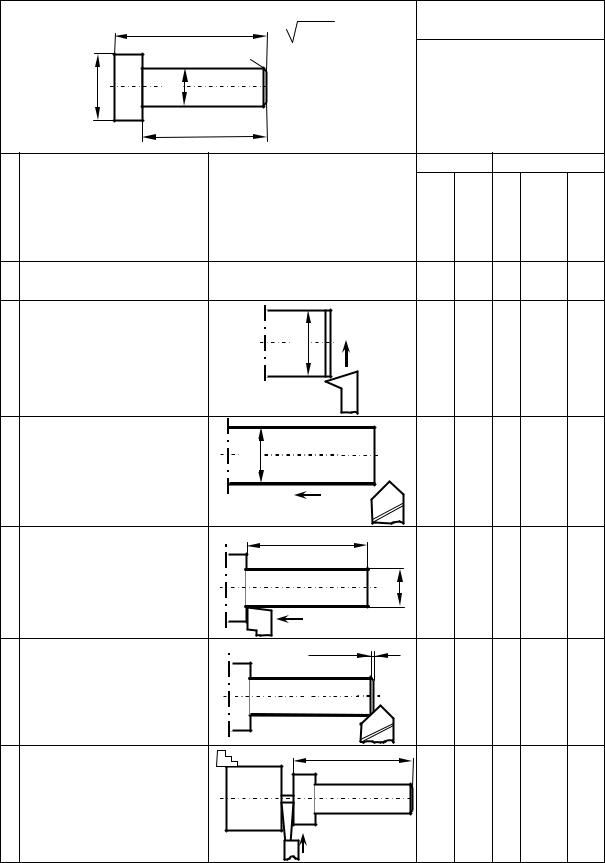
Чтобы разработанный заранее технологический процесс можно было довести до рабочего места, содержание его заносится в специальный технический документ, называемый технологической картой механической обработки или операционной картой (таблица).
В операционных картах приводятся данные, касающиеся обрабатываемой детали, ее наименование, материал детали, род и размер заготовки, количество деталей в партии, режимы резания и все необходимые данные о технологическом процессе.
Рассмотрим пример изготовления типовой детали «палец».
3. НАСТРОЙКА СТАНКА ПО ВЫБРАННЫМ РЕЖИМАМ
Настройка станка производится по указанию мастера или преподавателя после ознакомления с операционной картой механической обработки детали или заготовки. Режимы резания устанавливаются на каждый переход в соответствии с операционной картой.
|
|
|
|
6 |
|
|
|
|
|
|
|
|
Таблица. Операционная карта |
|
|
|
|
|
|
|
|
|
|||
|
|
|
57 |
Rz 40 |
|
|
|
|
Материал |
|
||
|
|
|
|
|
|
|
|
Сталь 30 |
|
|||
|
|
|
2×45° |
|
|
|
|
Оборудование |
|
|||
|
Ø20 |
Ø12 |
|
|
|
Токарный станок 16К20 |
||||||
|
|
|
47 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
№ перехода |
|
|
|
|
|
Инструм. Реж. резания |
||||||
Наименование |
|
|
Эскиз |
|
Режущий |
Мерит. |
Глубина резания |
Подача |
Частота вращ. |
|||
перехода |
|
|
перехода |
|
||||||||
|
|
|
|
|
||||||||
|
Установить пруток |
|
- |
|
|
- |
- |
|
- |
- |
- |
|
|
в патрон на дл. 63 мм |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
||
1 |
Подрезать торец |
|
Ø24 |
S |
Подрезн. |
Р6М5 |
Линейка |
1 |
0,25 |
800 |
||
|
Ø 24 мм |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||||
2 |
Обточить цилиндр |
Ø20 |
|
|
Проходн. |
Т15К6 |
Штанген- |
циркуль |
2 |
0,25 |
800 |
|
Ø 20 мм на дл. 60 мм |
S |
|
||||||||||
|
|
|
|
|
|
|
||||||
|
|
|
|
47 |
|
Проходн. |
|
Штанген- |
|
|
|
|
3 |
Обточить цилиндр |
|
|
Ø12 |
Т15К6 |
циркуль |
2 |
0,25 |
800 |
|||
Ø 12 мм на дл. 47 мм |
|
|
||||||||||
|
|
|
|
S |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2×45° |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
4 |
Снять фаску |
|
|
|
|
Фасочн |
Т15К6 |
- |
|
- |
- |
800 |
2×45° |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
57 |
|
|
|
|
|
|
|
5 |
Отрезать деталь |
|
|
|
Отрезн. |
Т15К6 |
Штанген- |
циркуль |
3 |
0,07 |
200 |
|
от прутка |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
S |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
7
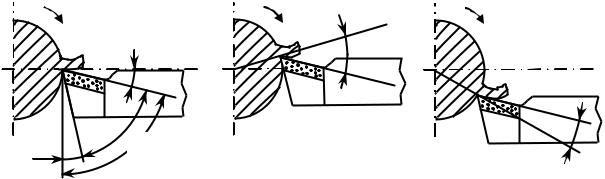
Резец должен быть правильно установлен относительно линии центров станка и надежно закреплен. Правильная установка вершины резца относительно линии центров станка способствует уменьшению износа резца, повышению точности и качества обработанной поверхности.
γ |
|
γ1 |
α β |
δ |
γ2 |
|
||
а) |
б) |
в) |
Рис. 2. Схемы установки резцов
Возможны три случая установки резца:
- вершина резца установлена точно на высоте линии центров (рис. 2,
а);
-вершина резца выше линии центров (рис. 2, б);
-вершина резца установлена ниже линии центров (рис. 2, в).
Если вершина резца установлена выше линии центров, то передний угол γ увеличивается, а задний угол α уменьшается. В этом случае трение стружки о переднюю поверхность меньше, стружка меньше деформируется и в результате уменьшается сила резания, но в то же время увеличивается трение задней поверхности резца об обрабатываемую деталь. Это ведет к возникновению вибраций, понижению точности и чистоты обрабатываемой поверхности.
Если вершина резца находится ниже линии центров, то передний угол γ уменьшается, а задний угол увеличивается. В этом случае трение стружки о переднюю поверхность возрастает, сила резания увеличивается.
На основании сказанного можно сделать вывод, что нормально вершину резца нужно располагать по линии центров – при точной установке не искажаются углы заточки резца.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Каково назначение токарно-винторезного станка 16К20?
2.Назовите основные узлы токарно-винторезного станка 16К20.
8
3.Расскажите назначение станины.
4.Каково назначение передней бабки станка 16К20?
5.Направляющие какого типа используются в токарно-винторезном станке 16К20?
6.Для чего предназначена коробка подач?
7.Расскажите назначение суппорта станка.
8.Где происходит закрепление осевого инструмента для обработки отверстий на токарно-винторезном станке?
9.Как называется передняя часть суппорта?
10.Сколько скоростей имеет токарно-винторезный станок 16К20?
11.Каков наибольший диаметр точения над станиной у токарновинторезного станка 16К20?
12.Что такое технологическая карта механической обработки, какова
ееструктура?
13.Величина каких углов заточки токарного резца изменяется при изменении уровня установки резца относительно линии центров станка?
14.Дайте характеристику трех возможных вариантов установки резца относительно линии центров.
Библиографический список
1.Технология конструкционных материалов: Учебное пособие для студентов вузов / Под ред. Комарова О. С. – Минск: Новое знание, 2007. – 567 с.
2.Черпаков Б. И. Металлорежущие станки: Учеб. пособие / Б. И. Черпаков, Т.
А. Альперович. – М.: Изд-во «Академия», 2003. – 368 с.