

1.2 Анализ возможных дефектов детали и составление дефектовочной ведомости детали
Пробка передняя является одной из основных частей механизма. Поэтому точность при изготовлении и ремонте детали должна быть высокой. Это связано с тем, что механизм при работе испытывает воздействие значительных вибраций. Поэтому необходимо в процессе изготовления и в процессе ремонта строго соблюдать требования к точности и качеству детали, регламентированных заводом-изготовителем.
Высокая температура работы детали связаны с тем, что деталь находится в непосредственном контакте с элементами механизма, которые в процессе работы могут нагреваться до высоких температур. Среда, в которой работает деталь агрессивная (присутствие смазки и постоянный контакт с окружающей средой).
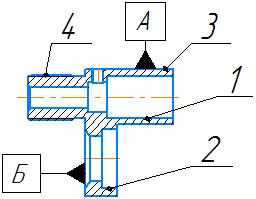
В процессе работы у основания возникают следующие дефекты:
– износ отверстия;
– износ резьбового отверстия;
– износ поверхности;
– износ поверхности торца;
Износ отверстия происходит из-за дисбаланса и возникающего вибрационного нагружения детали. Деталь испытывает напряжения смятия. Также в процессе эксплуатации может возникать поверхностная коррозия металла, что ведёт к изменению размеров отверстий.
Износ наружной поверхности происходит из-за коррозионного воздействия среды, в которой эксплуатируется деталь и под действием сил, которые сжимают данную поверхность.
Возможные дефекты данной детали представлены в таблице 1.2.
Таблица 1.2 – Дефектовочная карта
Дефектовочная карта |
||||||
Пробка передняя |
||||||
|
Обозначение |
|||||
|
||||||
Материал |
||||||
Сталь 45 |
||||||
ГОСТ 1050-88 |
||||||
|
||||||
––––– |
||||||
Позиция |
Возможный дефект |
Способ установления дефекта и средства контроля |
Размер, мм |
Заключение |
||
по рабочему чертежу |
допустимый без ремонта |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
- |
Обломы или трещины |
Осмотр |
|
|
Браковать |
|
1 |
Повреждение отверстия |
Калибр-пробка НЕ-11,2-H17,5 ГОСТ 14810-69 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
2 |
Повреждение отверстия |
Калибр-пробка НЕ-15,8-H4 ГОСТ 14810-69 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
3 |
Износ поверхности |
Штангенциркуль ШЦЦ-1-250-0,01 ГОСТ 166-89 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
4 |
Повреждение, смятие резьбы |
Резьбовой калибр-пробка М12х1-8g ГОСТ 24705-2004 |
М12х1-8g |
Непрохождение калибра |
Ремонтировать. Обработать до выведения следов износа, заварить, обработать до требуемого размера, нарезать резьбу |
|






Деление деталей на классификационные группировки осуществляется на основе классификационных признаков, характеризующих свойства деталей, наиболее существенных для решения поставленных задач.
С каждой последующей ступенью деления классифицируемого множества возрастает степень конкретности классификационных признаков.
В классах 71 – 75 множество деталей разделено по геометрической форме на три подмножества:
"Детали – тела вращения" (классы 71, 72);
"Детали – не тела вращения" (классы 73, 74);
"Детали – тела вращения и/или не тела вращения" (класс 75).
Геометрическая форма характеризует непосредственно деталь независимо от ее функции и принадлежности к другим изделиям. Этот признак почти не подвергается индивидуальной интерпретации. Геометрическая форма характеризует непосредственно деталь независимо от ее функции и принадлежности к другим изделиям.
Признаки – конструктивная характеристика отдельных элементов детали и ее взаимное расположение элементов детали - конкретизируют геометрическую форму.
Пробка передняя относится к 75 классу.
Большое влияние на механические свойства стали имеет скорость охлаждения металла, а, следовательно, и толщина стенок отливок. В этом случае при оценке реальной прочности отливок рекомендуется изготавливать различного рода тестовые заготовки, которые соответствуют толщине отливок, и из них вырезать образцы для испытаний.
Таблица 1.3 – Механические свойства Сталь 45
Параметр |
Значение |
Модуль упругости E, МПа |
2·10- 5 |
Относительное удлинение при разрыве δудл, % |
16 |
Относительное сужение ψ, % |
40 |
Предел
текучести условный
|
355 |
Предел
прочности при растяжении
|
245 |
Твердость по Бринеллю, HB |
170-250 |
 ,
МПа
,
МПа ,
МПа
,
МПа
Обработка резанием – это процесс получения детали требуемой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей за счет механического срезания с поверхностей заготовки режущим инструментом материала технологического припуска в виде стружки. Обработка металлов давлением – технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал.
Сварка – процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их соединения.