

2.5 Разработка теоритической схемы базирования
Из рассмотрения чертежа детали следует, что точность диаметрального размера Ø18 обеспечивается режущим инструментом, а точность положения оси отверстия Ø18 относительно оси отверстия Б (размер 80,5 мм) и торца детали В (размер 177,5 мм) – базированием заготовки и точностью положения направляющих элементов для режущего инструмента относительно установочных элементов приспособления (кондукторные втулки).
Для установки детали в приспособление за базы следует принять поверхности А, Б, В (рис. 2), в качестве установочных элементов для базирования заготовки целесообразно использовать: а) шайбу пальца и подвижную призму – базирование по плоскости, б) цилиндрический палец – базирование по отверстию.
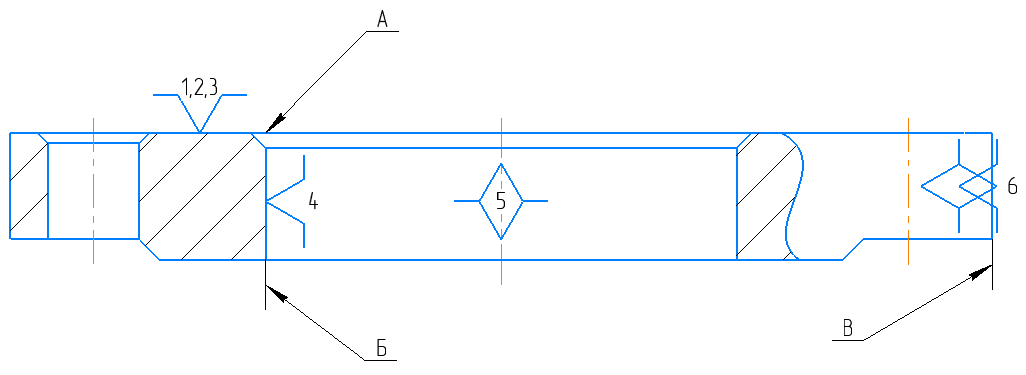
Рис. 2. Схема базирования
3. Разработка конструкции станочного приспособления
На основе ранее составленной схемы базирования в точках, которыми деталь должна опираться на установочные элементы, вычерчиваем выбранные по ГОСТ установочные или опорные элементы - в данном случае шайбу пальца, подвижную призму и цилиндрический палец.
В качестве зажимного устройства используется винтовой зажим с подвижной призмой. Для удобства замены деталей в конструкции имеется быстросъемная шайба. Данный элемент, после его извлечения и отжима призмы, позволяет свободно проходить детали при ее снятии между шпилькой с контргайкой. Деталь зажимается вручную. При проектировании зажимного и фиксирующего устройства по возможности использовались стандартные изделия (шпилька, гайки, винты, ножки), кроме планки и пальца.
Далее были подобраны постоянные кондукторные втулки в количестве четырех штук, которые затем устанавливаются в кондукторную плиту. Закрепленное положение кондукторной плиты относительно станка обеспечивается четырьмя ножками. Роль корпуса приспособления выполняет основание - плита, к которой при помощи винтов и болтов крепились планка для винтового зажима и колодка, используемая в качестве направляющей для подвижной призмы. Резьбовая втулка, установленная в планке, служит для удобства замены резьбы, после ее износа.
Важным условие работоспособности приспособления является возможность легкого удаления из зоны установки детали. Особенно тщательно следует очищать поверхности установочных элементов, поэтому к ним должен быть обеспечен свободный доступ. В разработанном приспособлении такая возможность предусмотрена.
На основании вышеизложенного принимаем предложенную конструкцию одноместного кондуктора (рис.3), жестко закрепленного на столе радиально-сверлильного станка с четырьмя кондукторными втулками с ручным закреплением детали.
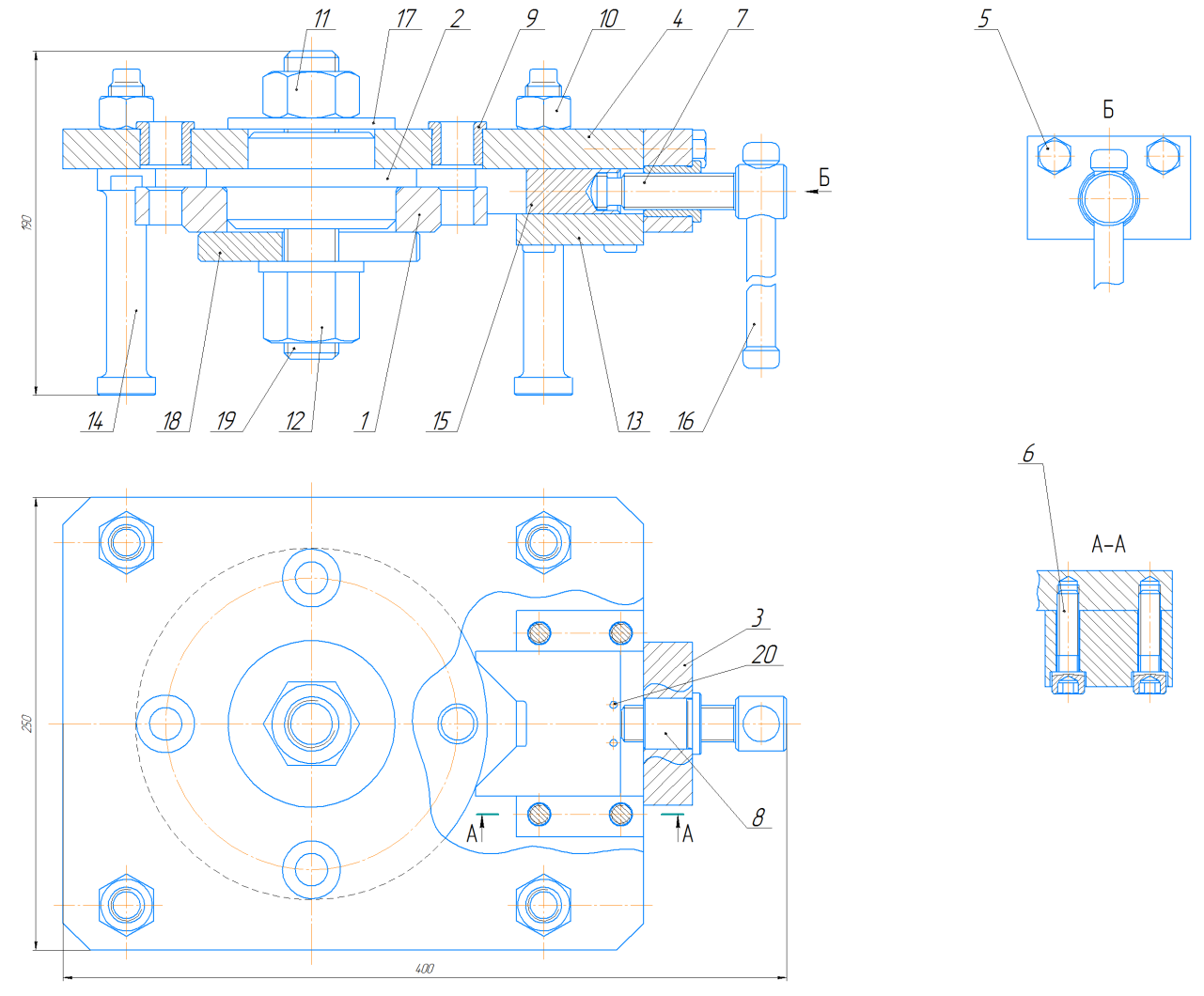
Рис. 3. Чертеж кондуктора
4. Расчет приспособления на точность
При расчете точности необходимо определить погрешности изготовления и сборки элементов приспособления в зависимости от параметров, заданных в чертеже детали, а именно:
допуск на размер 80,5 мм от оси отверстия Ø93 до оси обрабатываемого отверстия Ø18 составляет ±0,015 мм;
допуск на размер 177,5 мм от торца детали до оси отверстия Ø18 составляет ±0,02 мм.
Определим допустимую погрешность изготовления кондуктора, обеспечивающую получение размера 80,5±0,015 по формуле:

где
 –
допуск на размер заданный в детали, мм;
–
допуск на размер заданный в детали, мм;
 –
сумма зазоров, мм;
–
сумма зазоров, мм;
 –
сумма эксцентриситетов, мм.
–
сумма эксцентриситетов, мм.
Максимальный
зазор S1
(рис. 4) между постоянной втулкой и
инструментом, определяется исходя из
величин полей допусков на данные
элементы, так соответственно для
отверстия втулки поле допуска Ø18F8
 ,
а
для режущего инструмента (сверла) допуск
будет Ø18h8
.
,
а
для режущего инструмента (сверла) допуск
будет Ø18h8
.
Таким
образом,
 .
.
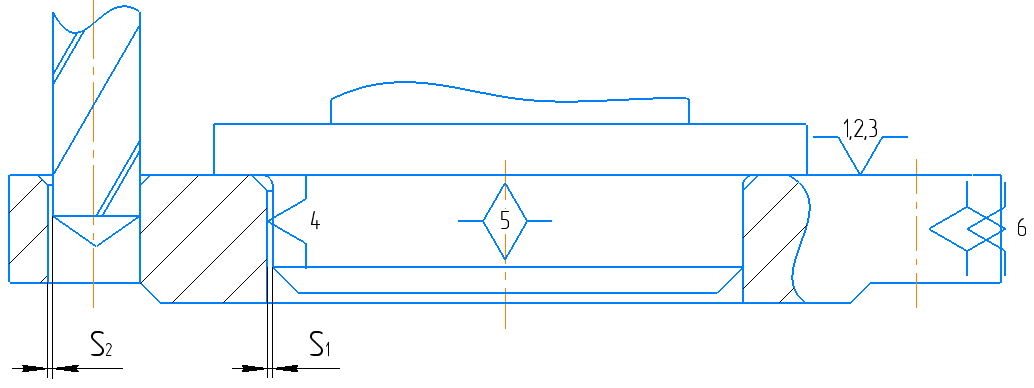
Рис. 4. Схема к расчету точности
Максимальный
радиальный зазор S2
между отверстием Ø93±0,02 мм и установочным
цилиндрическим пальцем Ø93f9
соответственно
составит

Сумма зазоров для данного случая определится по формуле

По ГОСТ 18435-73 радиальное биение поверхности d относительно D для втулки с полем допуска n6 определяется по 4 степени точности ГОСТ 24643-81.
Для d =28, е =0,005 мм, тогда допустимая погрешность:

Следовательно, допуск на расстояние, которое необходимо указать на чертеже, составит ±0,2 мм.