

НИЖЕ ИЗЛОЖЕННЫЙ ДОКУМЕНТ С ПРИМЕРОМ ВЫПОЛНЕНИЯ КУРСОВОГО ПРОЕКТА МОЖЕТ СОДЕРЖАТЬ ЗНАЧИТЕЛЬНОЕ КОЛИЧЕСТВО ОШИБОК И НЕТОЧНОСТЕЙ. ОН ПРИВЕДЕН В КАЧЕСТВЕ ОБРАЗЦА ДЛЯ ОФОРМЛЕНИЯ РАБОТЫ. ЛЮБУЮ ИНФОРМАЦИЮ ИЗ РАСЧЕТОВ НИЖЕ ИСПОЛЬЗУЙТЕ НА СВОЙ СТРАХ, РИСК И ВНИМАТЕЛЬНОСТЬ РУКОВОДИТЕЛЯ ПРОЕКТА!
1. Техническое задание и расчет массы детали
Спроектировать кондуктор для обработки 4 отверстий диаметром 18 мм (Ø18) (рис. 1). Имеется отверстие диаметром 93 мм (Ø93±0,02) и межосевое расстояние между требуемыми отверстиями 161 мм (Ø161±0,02). Диаметр всей цилиндрической детали составляет 194 мм (Ø194±0,02). Материал детали - сталь 45. Годовая программа: 10000 штук. Число смен - 2.
Для упрощения расчета массы детали воспользуемся системой автоматизированного проектирования «Компас». Путем создания в программе 3D-модели детали и выставлением необходимого материала, добиваемся результата ─ масса детали: 2,996 кг.
2. Разработка содержания технологической операции
2.1 Выбор метода обработки
Последовательность обработки 4 отверстий Ø 18 сводится, непосредственно, к поочередному сверлению каждого отверстия диаметром 18 мм.
2.2 Выбор оборудования, режущего и вспомогательного инструмента
Согласно техническому заданию, необходимо обработать 4 отверстия Ø18. В данном случае появляется необходимость в перемещении либо кондуктора с деталью под шпинделем станка, либо шпинделя над кондуктором. Поэтому обработка будет вестись на радиально-сверлильном станке, модель 2Л53У. Выбор данной модели станка обусловлен тем, что сверлильная головка имеет возможность перемещаться по горизонтальным направляющим рукава и вместе с рукавом поворачиваться вокруг колонны, а так же, что максимальный диаметр обработки по стали на станке равен 35 мм.
Для обработки отверстий Ø18 в сплошном материале воспользуемся следующим инструментом: Сверло 2301-0061 ГОСТ 10903-77.
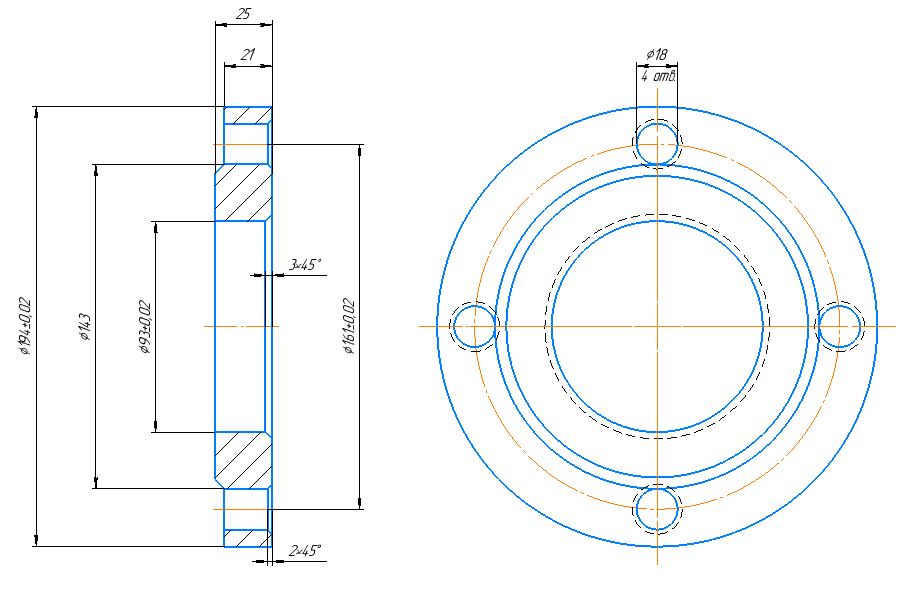
Рис. 1. Чертеж детали
Так как обработка будет производиться одним режущим инструментом, то необходимости в использовании быстросменного патрона и комплекте втулок не имеется.
2.3 Назначение режимов резания
Рассчитаем режимы резания по обработке отверстий детали.
Предварительно определим характеристику рядов подач и чисел частот вращения шпинделя радиально-сверлильного станка.
Для
станка 2Л53У пределы подач 0,1 ...1,1 мм/об,
число подач – 6. Теперь находим
 ,
что соответствует знаменателю подач
после его округления до стандартного
значения φ = 1,58.
,
что соответствует знаменателю подач
после его округления до стандартного
значения φ = 1,58.
Пользуясь этим знаменателем, получаем ряд чисел значений подач: 0,1; 0,16; 0,25; 0,4; 0,63; 1.
Пределы
частоты вращения шпинделя 35,5...1400 мин-1,
число ступеней частоты вращения – 9.
Тогда
 .
В
данном случае знаменатель ряда после
округления до стандартного значения
составляет φ = 1,58.
.
В
данном случае знаменатель ряда после
округления до стандартного значения
составляет φ = 1,58.
Пользуясь этим знаменателем, получаем ряд чисел частот вращения шпинделя: 35,5; 56,09; 88,62; 140,02; 221,23; 349,54; 552,27; 872,59; 1378,69.
Перейдем к расчету режимов резания для сверления отверстия диаметром 18 мм.
Для нашего случая стойкость сверла Тн =50 мин, а длина рабочего хода будет определяться по формуле:

где Lрез. – длина резания, мм; у – длина врезания, мм; y1 – длина перебега, мм. Длина рабочего хода при сверлении с условием y= y1=4 мм составит Lр.х.=21+4+4=29 мм.
Параметр функции
где
 –
минимальное значение подач, мм/об;
–
минимальное значение подач, мм/об;
 – нормативная подача на оборот при
сверлении, мм/об.
– нормативная подача на оборот при
сверлении, мм/об.
Принятое значение подачи

где
 – ближайшее меньшее значение знаменателя.
– ближайшее меньшее значение знаменателя.
Скорость резания для сверления определяется по формуле

где
 - нормативное значение скорости резания,
м/мин;
- нормативное значение скорости резания,
м/мин;
 –
соответствующие коэффициенты.
–
соответствующие коэффициенты.
Частота вращения

Согласно ряду чисел частот вращения ближайшее меньшее значение частоты вращения шпинделя nпр.=221,23 мин-1.
Основное время

Проверим правильность выбора станка по мощности резания и по осевой силе.
Осевая сила

где
 – табличное значение силы для подачи
– табличное значение силы для подачи
 ,
,
 – коэффициент по силе.
– коэффициент по силе.
Мощность резания

где
 –
табличное значение мощности, Н;
–
табличное значение мощности, Н;
 – коэффициент по мощности; частота
вращения, мин-1.
– коэффициент по мощности; частота
вращения, мин-1.
Полученные значения меньше допустимых значений осевой силы и мощности станка, следовательно, выбранный станок подходит для данной операции.