


(d)F стартовое цикла [мм/мин]
(e)Высота отъезда <26[мм]
(f)Время опорожнения змеевика [с]
(g)Запущенные циклы
(h)Выс.поднятия <100[мм]
(i)Плавная перфорация ДА/НЕТ
(j)Запущенные циклы ДА/НЕТ
1.Тип [1][2][3][4]
(k)F для кальк.
2.Резка Плазмой
(a)Время ожидания [0.1с]
(b)Путь перфорации [мм]
(c)F стартовое цикла [мм/мин]
(d)Начальная высота < 50 [мм]
(e)Рабочая высота <500[0.1мм]
(f)Запущенные циклы
(g) |
Напряжение плазмы |
[В] |
(h) |
Выс. Поднятия <100[мм] |
|
3.Резка МАРКЕРОМ |
|
|
(a)Время ожидания [0.1с] |
||
(b)Напряжение плазмы |
[V] |
|
(c)Маркер offset X [0.1мм]
(d)Маркер offset Y [0.1мм]
(e)Скорость [мм/мин]
(f)Горелка 1 как МАРКЕР
(g)Горелка 2 как МАРКЕР 4.Плазма/Кислород 5.ДИНАМИКА
6.F MAX
7.Горелка 1 ДА/НЕТ
8.Горелка 2 ДА/НЕТ 9.Симуляция с ПК 10.Параметры с ПК 11.F MAX иал.детали
ad 1. Резка КИСЛОРОДОМ
в рамках этого формата можем установить :
Страница 18 / 36
Слева от надписей “Время нагрева”, “Путь ... ” и т.д. находятся две вертикальные линии, между которыми перемещение курсора осуществляется с помощью клавиш [ВВЕРХ][ВНИЗ]. Выбор определенной опции состоит в установке его справа от определенной позиции и нажатии [OK].
1. Время нагрева:
то есть период, в течение которого будет подключен дополнительный кислород, подогревающий материал перед началом цикла перфорации. Подача времени более 50 с приводит к выключению его учета и переходу в режим ручного управления временем нагрева, где только после нажатия клавиши [ПУСК] начнется цикл. Значение времени вводится в секундах и десятых долях после запятой.
2. Время перфорации:
или период, в котором будет выполнен цикл перфорации. Этот параметр выполняет информационную функцию для циклов типа [1][2][4], в которых для расчетов берется величина Пути перфорации, а высвечиваемое значение позволяет оценить логичность введенных параметров. В случае цикла типа [3], выполняемого в месте прожога, без рабочего движения, необходимо ввести исключительно этот параметр. Время вводится в секундах в интервале от 1 до 60 секунд.
3. Путь перфорации [мм]
описывает отрезок, на котором машина будет ускоряться от скорости F стартовое цикла [мм/мин] к рабочей скорости. Значения в мм. Для цикла типа [3] величина игнорируется, a высвечивается '0'. Предыдущие значения запоминаются и в случае замены типа цикла вводятся повторно. Данные являются основанием для выполнения цикла типа [1][2][4], и игнорируются в цикле типа [3]
4. F стартовое цикла [мм/мин]
начальная скорость, от которой начинается цикл перфорации, должна быть подана в мм/мин.
5. Высота возврата <26 [мм]
определяет отрезок, на который в процессе выполнения цикла перфорации поднимается горелка, чтобы в дальнейшем вернуть ее на исходную позицию. Значения в мм.
6. Время опорожнения змеевиков [с]
определяет дополнительное время, которое позволяет машине в процессе резки кислородом опорожнить змеевики после выполнения команды '8' кода ESSI. Он позволяет избежать эффекта растапливания детали в процессе напр. переезда к следующей детали, когда режущий кислород уже выключен, но давление в змеевиках по-прежнему имеет большую величину, генерируя слабеющий продув.
7. Запущенные циклы ДА/НЕТ
с помощью клавиши [OK] изменяем надпись ДА или НЕТ в зависимости от необходимости.
8. Выс.поднятия<100[мм]
определяет высоту, на которую будет поднят фиксатор горелок перед выполнением команды быстрого переезда.
Страница 19 / 36
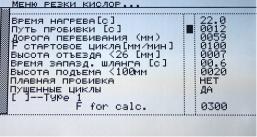
9. Медленная перфорация ДА/НЕТ
определяет способ управления вентилем во время цикла пробивки. В машинах, оборудованных (опция) пропорциональным вентилем, допускается плавное изменение давления режущего кислорода от минимального давления до рабочего в течение времени, равного циклу пробивки. Отсутствие такого вентиля вынуждает оператора установить эту опцию на НЕТ и изменить методы пробивки на менее продуктивные. В этой ситуации вентиль, управляющий пробивкой, подключается каждый раз на все более длинные периоды, так чтобы симулировать равномерный рост давления.
Дабление |
Дабление |
давление |
давление |
время |
время |
стандард |
Мебленная перфорация |
10. Запущенные циклы ДА/НЕТ
выбор НЕТ дезактивирует движение горелки и управление нарастанием давления режущего газа в процессе пробивки листа. Выбор ДА активирует цикл и позволяет определить его тип. В меню ниже появляется надпись (пример для выбранного предварительно типа [1])
[]--- Type 1
смигающим внутри скобок курсором. Клавишами [ВВЕРХ][ВНИЗ] изменяем тип цикла в соответствии со схемой ниже, а подтверждаем [OK]. Отказ [ESC].
Тип 1 Тип 2 Тип 2 Тип 4
Типы циклов представлены на рисунках ниже.
|
50% время цикла |
|
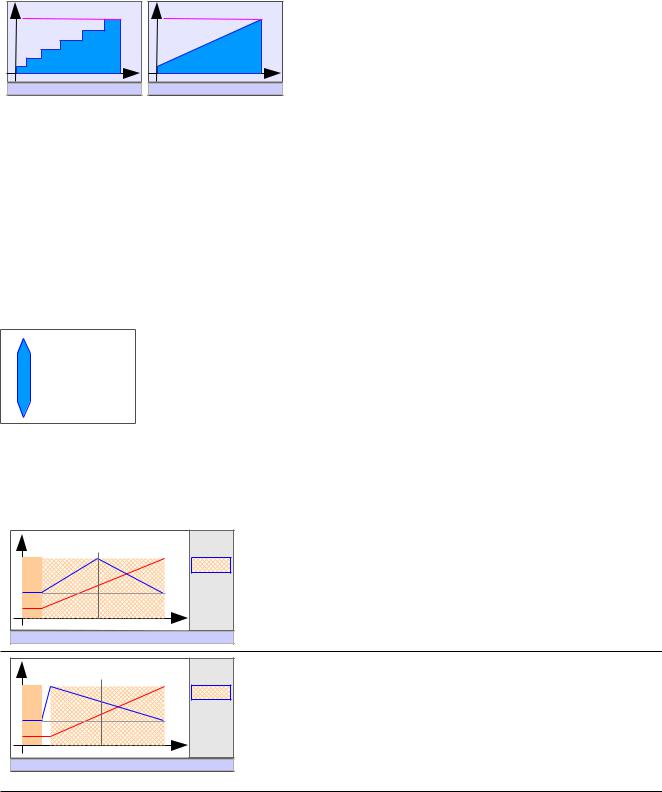
Горелка предварительно устанавливается на рабочей высоте, |
|
|
Высота |
|
установленной относительно уровня проверки листа; |
|
|
|
|
||
нагрев |
F |
пробивка |
начинается нагрев в течение заданного времени, а по его |
|
Скорость |
||||
|
Рабочая высота |
истечению (либо по команде оператора) машина запускается с |
||
|
машины |
|||
|
F |
(время) |
заданной начальной скоростью цикла, чтобы на заданном пути |
|
|
Высота |
|||
|
время |
горелк |
достигнуть рабочей скорости и рабочего давления, подымаясь |
|
|
|
|
||
Тип 1 |
|
|
горелкой на высоту возврата и возвращаясь к рабочей высоте. |
|
|
50% время цикла |
|
Горелка предварительно устанавливается на рабочей высоте, |
|
|
|
установленной относительно уровня проверки листа, начинается |
||
нагрев |
Высота |
|
||
F |
пробивка |
нагрев в течении заданного времени, а по его истечению (либо |
||
|
|
|||
Рабочая высота |
Скорость |
по команде оператора) горелка перемещается на высоту |
||
машины |
||||
|
F |
(время) |
возврата, а затем машина приходит в движение с заданной |
|
|
|
|
||
|
|
Высота |
стартовой скоростью цикла. На заданном пути машина |
|
|
время |
горелк |
||
Тип 2 |
|
|
достигает рабочей скорости и давления, возвращая горелку на |
|
|
|
|
рабочую высоту |
Страница 20 / 36