

Лабораторные работы 7.10.11
.doc
где![]() -
толщина свариваемых заготовок, мм.
-
толщина свариваемых заготовок, мм.
Для
сварки заготовок из легких сплавов -
сферическую Форму с радиусом R = 50![]()
Время предварительного сжатия должно быть достаточным для того, чтобы до включения тока механизм сжатия успел свести электроды и развить полное сварочное давление.
Время проковки определяется длительностью нахождения уже сваренной точки под сжимающим действием электродов.
Оно должно быть достаточным для полного затвердевания и упрочнения ядра, с тем чтобы под действием сил, возникающих при усадке остывающего металла, и сил упругости заготовок, стремящихся восстановить первоначальную Форму, не произошел разрыв еще не остывшего ядра.
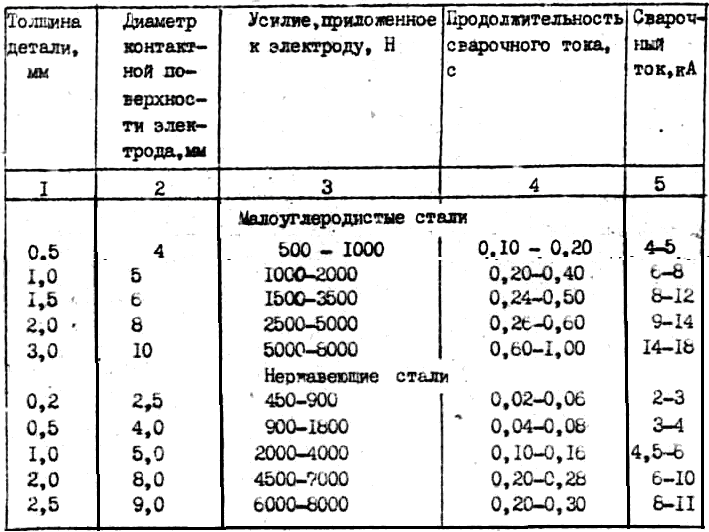
Таблица 12
Ориентировочные режимы контактной точечной сварки металлов
ОБОРУДОВАНИЕ, МАТЕРИАЛЫ, ИНСТРУМЕНТ
-
Точечная сварочная машина МГ-1215.
-
Машина для испытания на разрыв.
-
Штангенциркуль.
-
Заготовки для сварки.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
-
Ознакомиться с сущностью способа электрической точечной сварки, его технологическими особенностями и методикой выбора параметров режима сварки.
-
Для заданных образцов с учетом их толщины и марки металла рассчитать технологичёские режимы сварки.
-
Сварить образцы на выбранном режиме.
-
Изменив по указанию преподавателя один из параметров режима сварки, провести сварку следующей пары образцов.
-
Произвести контроль качества полученного сварного соединения на срез сварной точки путем испытания образцов на разрывной машине.
-
Построить график зависимости разрушающего усилия при испытании на срез от изменения параметра технологического режима сварки.
-
Заполнить табл. 13.
-
Оформить отчет о работе по прилагаемой форме.
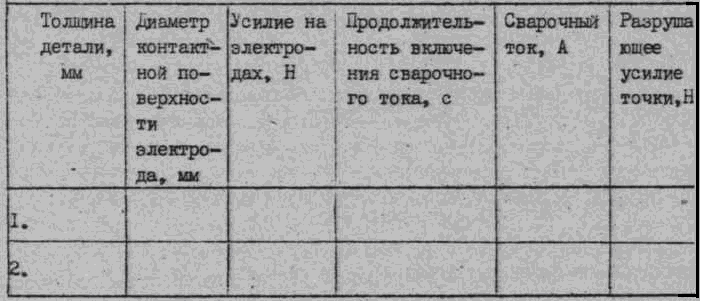
Таблица 13
Выбранные режимы сварки и результаты испытаний
Вывод:
-50
-