

Соединения ДМ (2014)
Детали связаны между собой тем или иным способом. Эти связи можно разделить на:
-
Подвижные, наличие которых обусловлено кинематической схемой в машине. (различного рода шарниры, подшипники, зацепления и пр.)
-
Неподвижные, которые обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т. п. (резьбовые, сварные, шпоночные и др.).
Неподвижные связи в технике называют соединениями.
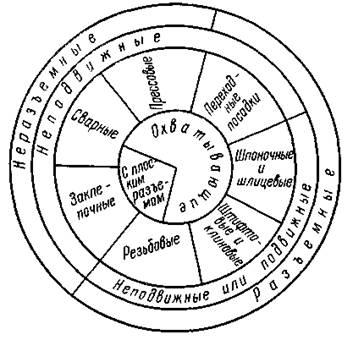
По признаку разъемности все виды соединений можно разделить на:
-
Разъемные соединения позволяют разъединять детали без их повреждения. К ним относятся резьбовые, штифтовые, клеммовые, шпоночные, шлицевые и профильные соединения.
-
Неразъемные соединения не позволяют разъединять детали без их повреждения. Применение неразъемных соединений обусловлено технологическими и экономическими требованиями. К этой группе соединений относятся заклепочные, сварные и соединения с натягом*.
Основным критерием работоспособности и расчета соединений является прочность и неподвижность деталей относительно друг друга.
Резьбовые соединения (2014)

1.ВВЕДЕНИЕ
Резьбовыми соединениями называют разъемные соединения с помощью резьбовых крепежных деталей — винтов, болтов, шпилек, гаек или резьбы, нанесенной непосредственно на соединяемые детали.
Резьба
образуется путем нанесения на поверхность
деталей винтовых канавок с сечением
согласно профилю резьбы.
Этот термин произошел от технологического процесса ее изготовления — нарезания. Образованные таким образом выступы носят название витков.
В современных машинах детали, имеющие резьбу, составляют свыше 60% от общего количества деталей. К ним относятся крепежные детали (болты, винты, гайки), большинство корпусных деталей
В связи с широким распространением резьб они в свое время стали первым объектом стандартизации в машиностроении. При разработке стандартов на резьбы во всех странах учитываются рекомендации ИСО - ISO – International Organization for Standartization (международная организация по стандартизации).
ПРЕИМУЩЕСТВА:
-
Простота и точность изготовления (технологичность).
-
Большая нагрузочная способность (возможность создания больших осевых сил ввиду клинового действия резьбы, а также большого отношения длины ключа к радиусу резьбы);
-
Широкие регулировочные возможности (возможность фиксирования зажима в любом положении благодаря самоторможению);
-
Удобство сборки и разборки (удобная форма и малые габариты);
-
Помимо крепежных целей, винтовые пары применяют для осуществления поступательного движения и, в частности, для подъема грузов и точных перемещений.
НЕДОСТАТКИ:
1. Отверстия под крепёжные детали как резьбовые так и гладкие вызывают концентрацию напряжений.
2. Склонность к самоотвинчиванию при вибрации, из-за чего требуется наличие стопорных устройств.
3. Для уплотнения (герметизации) соединения необходимо использовать дополнительные технические решения.
Примечание: коническая резьба обладает свойством герметичности и самостопорения.
2. Классификация резьб
3. Методы изготовления резьбы.
1. Нарезкой вручную метчиками или плашками. Способ малопроизводительный. Его применяют в индивидуальном производстве и при ремонтных работах.
2. Нарезкой на токарно-винторезных или специальных станках.
3.
Фрезерованием
на
специальных резьбофрезерных станках.
Применяют
для нарезки винтов больших диаметров
с повышенными требованиями
к точности резьбы (ходовые и грузовые
винты, резьбы на валах).

4. Накаткой на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешевым способом изготовляют большинство резьб стандартных крепежных деталей (болты, винты и т. д.). Накатка существенно упрочняет резьбовые детали.
5. Литьем на деталях из стекла, пластмассы и др.
6. Выдавливанием на тонкостенных и штампованных изделиях из жести, пластмассы и т.д.
4. Расчёты резьб

Нагрузка
по высоте гайки распределяется крайне
неравномерно. Первый (от опорного торца
гайки ) виток резьбы несёт свыше 34%
нагрузки, а шестой – лишь 5%. 
Этот результат, впервые полученный проф. Н.Е. Жуковским в 1902 г., неоднократно подтверждался экспериментами, а позднее – точным решением.
Неравномерность распределения нагрузки по виткам резьбы учитывается опытным коэфф. km.
Равнопрочность
резьбы и стержня
винта является
одним из условий назначения
высоты стандартных
гаек H=0,8d.

Параметры резьбы стандартных крепежных изделий подобраны таким образом, что наиболее слабым элементом является тело болта (винта, шпильки).
Для улучшения распределения нагрузки на практике применяют:


-
Варианты нагружения резьбового соединения

Вариант 1. Болт установлен в отверстие соединяемых деталей без зазора (чистые болты) и соединение нагружено поперечной силой. Отказ такого соединения наступает в результате среза болтов и смятия боковой поверхности болтов или деталей.
Вариант 2. Болт установлен в отверстие соединяемых деталей с зазором (черные болты) и соединение нагружено поперечной силой. Отказ такого соединения наступает в результате разрыва стержня болтов от растяжения (сжатия)
Вариант 3. Болт установлен в отверстие соединяемых деталей с зазором и соединение нагружено внешней осевой силой. Отказ такого соединения наступает в результате разрыва стержня болтов от растяжения (сжатия)

Метрическая
резьба с крупным шагом по ГОСТ 9150-81
|
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
|
6 |
4,918 |
5,350 |
1 |
(22) |
19,294 |
20,376 |
2,5 |
|
8 |
6,647 |
7,188 |
1,25 |
24 |
20,752 |
22,051 |
3 |
|
10 |
8,376 |
9,026 |
1,5 |
(27) |
23,752 |
25,051 |
3 |
|
12 |
10,106 |
10,863 |
1,75 |
30 |
26,211 |
27,727 |
3,5 |
|
(14) |
11,835 |
12,701 |
2 |
(33) |
29,211 |
30,727 |
3,5 |
|
16 |
13,835 |
14,701 |
2 |
36 |
31,670 |
33,402 |
4 |
|
Примечание. Диаметры, указанные с скобках, менее предпочтительны. |
|||||||
Классы прочности и материалы стандартных крепежных изделий
|
Класс прочности обозначается двумя числами. Первое число, умноженное на 100, указывает минимальное значение предела прочности (Мпа), второе, деленное на 10, указывает отношение предела текучести к пределу прочности, а следовательно, их произведение представляет собой предел текучести. При стесненных габаритах выбирают резьбовые детали высоких классов прочности, что позволяет снизить массу узла.
|
Болты, винты, шпильки |
Гайки |
|||
|
Класс прочности |
Марка стали |
Класс прочности |
Диаметр резьбы, мм |
Марка стали |
|
|
3.6 |
10, 10кп |
4 |
> М16 |
|
|
|
4.6 |
20 |
или |
|
Ст. 3 |
|
|
4.8 |
10, 10кп |
5 |
М16 |
|
|
|
5.6 |
30, 35 |
5 |
|
10 |
|
|
5.8 |
10, 10кп, 20, 20кп |
5 |
|
|
|
|
6.6 |
35, 45, 40Г |
6 |
М48 |
15 |
|
|
6.8 |
20, 20кп |
6 |
|
|
|
|
8.8 |
35, 35Х, 35ХА, |
8 |
|
|
|
|
|
45Г |
9 |
> М16 |
20, 35, 40Х |
|
|
9.8 |
40Х, 30ХГСА |
9 |
М16 |
|
|
|
10.9 |
16ХСН, 20Г2Р |
10 |
М48 |
35Х, |
|
|
12.9 |
40ХНМА |
12 |
|
38ХА |
|
