

проверяют на срез [ ср] = 0,25т. Стенки отверстий проверяют на смятие: для бронзы см = 0,3т и для чугуна см = 0,4и.
Рис. 10.7. Минимальное расстояние х от впадины зуба до шпоночной канавки: а –
для цилиндрических колес х 2,5 mt ; б – для конических колес х 1,6 mtе
Соединение венца с центром можно осуществить отливкой |
бронзо- |
|
вого венца в литейную форму, в которую заранее устанавливают |
чугунный |
|
центр. Во избежание проворота венца на |
боковых поверхностях центра де- |
|
лают пазы, заполняемые металлом венца при отливке (рис. 10.10).
Рис. 10.8. Червяки:
а – с фрезерованными витками; б – с витками, нарезанными на токарном станке
201

На рис. 10.11 и 10.12 приведены рабочие чертежи цилиндрического и конического зубчатых колес в соответствии с требованиями ЕСКД (ГОСТ 2.40375), а на рис. 10.13 и 10.14 рабочие чертежи червяка и червячного колеса (ГОСТ 2.406 — 76). Стандарт устанавливает обозначение архимедова червяка — ZA.
Об условных обозначениях допусков, посадок и шероховатости поверх-
ностей см. в § 10.6 и 10.7.
202

203

204

§10.2. КОНСТРУИРОВАНИЕ КОРПУСОВ РЕДУКТОРОВ
Вкорпусе редуктора размещаются детали зубчатых и червячных передач. При его конструировании должны быть обеспечены прочность и жесткость, исключающие перекосы валов.
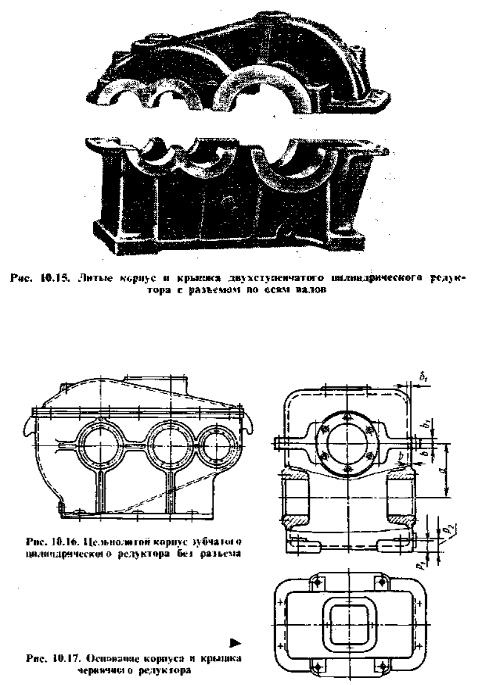
Для повышения жесткости служат ребра, располагаемые у приливов под подшипники. Корпус обычно выполняют разъемным, состоящим из основания (его иногда называют картером) и крышки (рис. 10.15). Плоскость разъема проходит через оси валов. В вертикальных цилиндрических редукторах разъемы делают по двум и даже по трем плоскостям. При конструировании червячных и легких зубчатых редукторов иногда применяют неразъемные корпуса со съемными крышками (рис. 10.16). На рис. 10.17 показаны основание и крышка литого корпуса червячного редуктора.
205
Материал корпуса обычно чугун СЧ 10 пли СЧ 15. Сварные конструкции из листовой стали Ст.2 и Ст.З применяют редко, главным образом для крупногабаритных редукторов индивидуального изготовления. Толщина стенок сварных корпусов на 20 — 30% меньше, чем чугунных.
Ориентировочные размеры элементов литых корпусов (рис. 10.18) приведены в таблице 10.2 и 10.3. При конструировании таких корпусов следует придерживаться установленных литейных уклонов (табл. 10.4), радиусов галтелей и переходов. Радиусы галтелей выбирают из ряда: 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм.
206

207

10.2. Основные элементы корпуса из чугуна
(см. рис. 10.18)
208

10.3. Дополнительные элементы корпуса из чугуна
(см. рис.10.18)
209

10.4. Рекомендуемые литейные уклоны
10.5. Штифты конические (по ГОСТ 3129-70)
Основание корпуса и крышку фиксируют относительно друг друга двумя коническими штифтами (табл. 10.5), устанавливаемыми без зазора до расточки гнезд под подшипники. Основание и крышку корпуса соединяют болтами d3 для обеспечения герметичности. Ориентировочно принимают расстояние между осями болтов ~ (1015) d3.
Для предотвращении протекания масла плоскости разъема смазывают спиртовым лаком или жидким стеклом. Ставить прокладку между основание и
210