

Лекции / Новая папка / Ресурсосберегающие технологии
.docx
Ресурсосберегающие технологии
Сварка рельсов в пути и на РСП
Работа с рельсами
Подготовка рельсов к укладке в путь:
- входной контроль в пунктах поступления рельсов с металлургических комбинатов;
-
сварка новых рельсов в рельсовые плети;
-
изготовление высокопрочных изолирующих стыков;
-
изготовление рельсов нестандартной длины.
Работа с рельсами в пути:
-
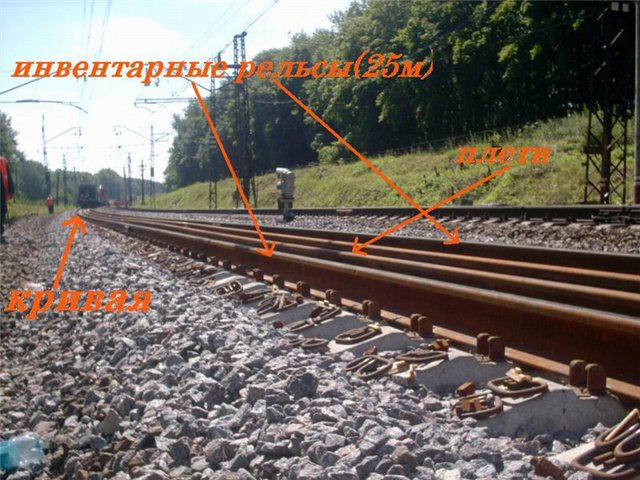
сварка рельсов в плети длиною более стандартной;
-
профильное шлифование рельсов;
-
восстановление целостности рельсовых плетей в местах наличия дефектов;
-
лубрикация рельсов;
-
восстановление профиля рельсов наплавкой.
Восстановление рельсов в заводских условиях:
-
репрофилирование рельсов;
-
сварка старогодных рельсовых плетей;
-
изготовление мерных старогодных рельсов;
-
изготовление рельсов переходного профиля.
Технология изготовления в условиях РСП
Входной контроль рельсов
Входной контроль качества рельсов поступающих с металургических комбинатов осуществляется на рельсосварочных предприятиях силами специально обученных работников в объёме не менее 10% от партии поступивших рельсов с использованием сертифицированных мерительных линеек, щупов, шаблонов, штангенциркулей, твердомеров, сканирующих средств на специальных (выверенных) площадках.

Подготовка рельсов к сварке

Сварка рельсов

Горячая правка сварного стыка

Грубая обработка сварного шва

Термообработка сварного шва

Холодная правка сварного шва

Чистовая обработка поверхности катания рельса в зоне сварного шва

Приёмочный контроль сварного шва.

Тяговые транспортёры для перемещения рельсовой плети по технологической линии

Погрузочная эстакада

Работа с рельсами в пути
Сварка рельсов в пути осуществляется передвижными рельсосварочными машинами (ПРСМ), а в местах где невозможно применение ПРСМ с использованием алюмотермитного способа соединения рельсов.




Профильное шлифование рельсов осуществляется рельсошлифовальными машинами с активными рабочими органами с целью устранения мелких неровностей на поверхности катания рельсов и стрелочных переводов рельсошлифовальными машинами..


Лубрикация рельсов осуществляется с целью снижения интенсивности бокового износа рельсов в кривых участках пути путём использования как стационарных так и передвижных лубрикаторов.


восстановление профиля рельсов наплавкой

Репрофилирование рельсов
Осуществляется путём придания головке рельса оптимального профиля за счёт фрезирования поверхности катания рельса (верхняя и боковая грань головки). Работа производится только в заводских условиях на специальных фрезерных станках.

Соединение рельсовых плетей в плеть бесконечной длины
Сварка рельсовых плетей и рельсов мерных, нестандартной длины, переходного профиля из новых и из старогодных рельсов осуществляется по единой технологии. Однако технология подготовки старогодных рельсов к сварке очень сложна и заслуживает отдельного изложения.
Способы сварки плетей между собой
-
Вварка участка плети вместо рельсов разрядного интервала между лежащими в пути рельсовыми плетьми;
-
Приварка к лежащей в пути плети лежащей внутри колеи плети с последующей её укладкой в путь;
-
Сварка плетей внутри колеи с последующей их укладкой в путь.
Рельсовые плети, лежащие в пути либо приготовленные к укладке последовательно свариваются и вводятся в температурный интервал закрепления;
Где необходимо устройство изолирующих стыков производится склейка высокопрочных изолирующих стыков;
Стрелочные переводы ввариваются в плеть;
Перед ответственными искусственными сооружениями и станциями ввариваются приборы для компенсации температурных напряжений.

На участках 1-3 классов сварки плетей между собой производится только ПРСМ, на путях 4-5 класса – допускается АТС с установкой фрезерованных накладок;
Изолирующие стыки могут ввариваться в плеть или склеиваться в полевых условиях.

Стрелочные переводы ввариваются в плеть АТС с установкой фрезерованных накладок.

Приборы для компенсации температурных напряжений ввариваются АТС с установкой фрезерованных накладок.
Технология приварки рельсовых соединителей
Определение температуры рельса перед началом работ;
Разогрев рельса (при необходимости);
Зачистка поверхности перед сваркой;
Обеспечение надёжного контакта нулевого провода с рельсом;
Приварка обоймы соединителя к рельсу;
Зачистка сварных швов;
Проверка качества.


Обеспечение исправного состояния поверхности катания рельсов и элементов стрелочных переводов
Оборудование для наплавки



Технология наплавки
Зачистка поверхности с удалением источников дальнейшего развития дефектов;

Разогрев наплавляемой поверхности (при необходимости);
Обезжиривание наплавляемой поверхности;
Послойная наплавка с проковкой наплавляемого шва


Шлифовка наплавленного участка

Контроль качества.
Отшлифованный стык
