

4. Длина рельсов
-условия заводского изготовления 60-100м
-условия транспортировки –до 800м
-условия текущего содержания 12.5-25м.
-климатические Условия : -нормальные, -длинные, -бесстыковые петли
Рельсовая сталь
Материалом для рельсов служит рельсовая сталь. Рельсы изготавливаются двух групп: I группа — из спокойной мартеновской стали, раскисленной в ковше комплексными раскислителя-ми без применения алюминия или других раскислителей, образующих в стали вредные строчечные неметаллические включения; II группа — из спокойной мартеновской стали, раскисленной алюминием или марганец-алю-миниевым сплавом.
Качество стали определяется ее химическим составом
С повышением в стали углерода С повышается общая прочность рельсов при изгибе, твердость и износостойкость. Марганец Mn увеличивает твердость, износостойкость и вязкость рельсовой стали, а кремний Si — твердость и износостойкость. Фосфор Р и сера S — вредные примеси. При низких температурах рельсы с большим содержанием фосфора становятся хрупкими, а серы — красноломкими (при прокате рельсов образуются трещины). Ванадий, титан и цирконий — микролегирующие и модифицирующие добавки, улучшающие структуру и качество стали. Для обеспечения большей износостойкости и долговечности рельсы изготавливают из мартеновской высокоуглеродистой стали (типы Р75, Р65, Р50).
Рельсы, полностью удовлетворяющие техническим требованиям и стандартам, относятся к 1-му сорту. Рельсы, имеющие отклонения в химическом составе и механических свойствах, относятся ко 2-му сорту.
8.Маркировка, срок службы рельсов и мероприятия по их продлению
![]()
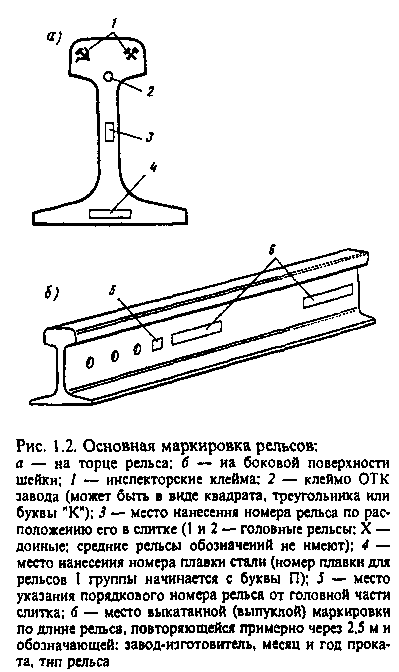
Рис. 1,2 Основная маркировка рельсов:
а – на торце; б – на боковой поверхности шейки
1 – инспекторские клейма; 2 – клеймо ОТК завода (мб в виде □, ∆ или буквы «К»); 3 – место нанесения номера рельса по расположению его в слитке (1 и 2 –головные рельсы, Х – доиные: средние рельсы обозначений не имеют); 4 – место нанесения номера плавки стали; 5 – место указания порядкового номера рельса от головной части слитка; 6 – место выкатанной (выпуклой) маркировки по длине рельса, повтор-ся̴ ̴ через 2,5м и обознач. завод-изготовитель, месс. и год проката, тип рельса
Маркировка рельсов производится для правильной укладки их в путь и для определения места и времени изготовления каждого отдельного рельса. Она подразделяется на основную (постоянную), выполняемую во время прокатки клеймением в горячем и холодном состоянии (рис. 1.2) и дополнительную или временную, выполненную краской. Основная заводская маркировка указывает соответствие рельсов требованиям стандартов, а дополнительная отмечает особенности каждого рельса (укорочение, сорт и т. д.).
Рельсы изымаются с пути или по износу головки или по дефектности.
Продление сроков службы рельсов в настоящее время производится путем применения ресурсосберегающих технологий, в частности, хорошим средством восстановления служебных свойств рельсов является их периодическая шлифовка в пути или острожка старогодных рельсов на рельсосварочных предприятиях.
Повышение качества рельсов ведется по трем основным направлениям: повышение чистоты рельсовой стали; повышение твердости рельсового металла и улучшение его структуры; повышение прямолинейности рельсов при изготовлении