

1.2 Расчет значений средних температур кипения, молярных масс и плотности узких фракций
Таблица 1.3 – Содержание узких фракций в пономаревской нефти
|
Номер фракции |
Пределы выкипания |
Выход, % масс. на нефть |
|
|
суммарный |
отдельной
фракции
|
||
|
0 |
до 28 °С |
1,9 |
- |
|
1 |
нк-60* |
5,0 |
5,0 |
|
2 |
60-100 |
10,4 |
5,4 |
|
3 |
100-150 |
18,0 |
7,6 |
|
4 |
150-200 |
26,8 |
8,8 |
|
5 |
200-250 |
36,6 |
9,8 |
|
6 |
250-300 |
46,2 |
9,6 |
|
7 |
300-350 |
55,5 |
9,3 |
|
8 |
350-400 |
63,8 |
8,3 |
|
9 |
400-450 |
70,0 |
6,2 |
|
10 |
450-500 |
76,2 |
6,2 |
|
11 |
500 + |
100 |
23,8 |
|
* в том числе и газ |
|||

Таблица 1.4 – Содержание узких фракций в тархановской нефти
|
Номер фракции |
Пределы выкипания |
Выход, % масс. на нефть |
|
|
суммарный |
отдельной
фракции
|
||
|
1 |
2 |
3 |
4 |
|
0 |
до 28 °С |
0 |
- |
|
1 |
нк-60* |
1,5 |
1,5 |
|
2 |
60-100 |
5,0 |
3,5 |
|
3 |
100-150 |
10,2 |
5,2 |
|
4 |
150-200 |
16,0 |
5,8 |
|
5 |
200-250 |
22,4 |
6,4 |
|
6 |
250-300 |
29,6 |
7,2 |
|
7 |
300-350 |
37,0 |
7,4 |

Продолжение таблицы 1.4
|
1 |
2 |
3 |
4 |
|
8 |
350-400 |
44,5 |
7,5 |
|
9 |
400-450 |
51,5 |
7,0 |
|
10 |
450-500 |
56,3 |
4,8 |
|
11 |
500+ |
100 |
43,7 |
|
* в том числе и газ |
|||
Содержание фракций в % масс. (асм) в смеси нефтей рассчитывается по формуле:
асм = а1 ∙ в1 + а2 ∙ в2 ,
где а1, а2 – содержание одноименных фракций в каждой нефти, % масс.;
в1, в2 – массовая доля нефтей в смеси.
Содержание газа в смеси:
1,9 ∙ 0,6 + 0,0 ∙ 0,4 = 1,14 % масс.
Содержание фракции нк-60 °С в смеси:
5,0 ∙ 0,6 + 1,5 ∙ 0,4 = 3,6 % масс.
Содержание фракции 60-100 °С в смеси:
5,4 ∙ 0,6 + 3,5 ∙ 0,4 = 4,64 % масс.
Содержание фракции 100-150 °С в смеси:
7,6 ∙ 0,6 + 5,2 ∙ 0,4 = 6,64 % масс.
Содержание фракции 150-200 °С в смеси:
8,8 ∙ 0,6 + 5,8 ∙ 0,4 = 7,6 % масс.
Содержание фракции 200-250 °С в смеси:
9,8 ∙ 0,6 + 6,4 ∙ 0,4 = 8,44 % масс.
Содержание фракции 250-300 °С в смеси:
9,6 ∙ 0,6 + 7,2 ∙ 0,4 = 8,64 % масс.
Содержание фракции 300-350 °С в смеси:
9,3 ∙ 0,6 + 7,4 ∙ 0,4 = 8,54 % масс.
Содержание фракции 350-400 °С в смеси:
8,3 ∙ 0,6 + 7,5 ∙ 0,4 = 7,98 % масс.
Содержание фракции 400-450 °С в смеси:
6,2 ∙ 0,6 + 7,0 ∙ 0,4 = 6,52 % масс.
Содержание фракции 450-500 °С в смеси:
6,2 ∙ 0,6 + 4,8 ∙ 0,4 = 5,64 % масс.
Содержание фракции 500 °С+ в смеси:
23,8 ∙ 0,6 + 43,7 ∙ 0,4 = 31,76 % масс.
Содержание узких фракций в смеси нефтей приведено в таблице 1.5. Кроме того, рассчитываются значения средних ординат для каждой фракции, которые понадобятся в дальнейшем для построения кривых плотностей и молярных масс.
Средние ординаты фракций рассчитываются по формуле:
Хср = (ао + аƩ) / 2,
где ао,аƩ – суммарные выходы, соответствующие началу кипения и концу кипения каждой фракции.
Расчет и значения средних ординат приведены в таблице 1.5.
Таблица 1.5 – Содержание узких фракций в смеси нефтей
|
Номер фракции |
Пределы выкипания |
|
|
|
Суммарный
выход
|
Средняя ордината фракций Хср |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
0 |
до 28 °С |
1,9 |
0 |
1,14 |
- |
- |
|
1 |
нк-60* |
5,0 |
1,5 |
3,6 |
3,6 |
(0+3,6)/2=1,8 |
|
2 |
60-100 |
5,4 |
3,5 |
4,64 |
8,24 |
(3,6+8,24)/2=5,92 |
|
3 |
100-150 |
7,6 |
5,2 |
6,64 |
14,88 |
(8,24+14,88)/2=11,56 |
|
4 |
150-200 |
8,8 |
5,8 |
7,6 |
22,48 |
(14,88+22,48)/2=18,68 |
|
5 |
200-250 |
9,8 |
6,4 |
8,44 |
30,92 |
(22,48+30,92)/2=26,7 |
|
6 |
250-300 |
9,6 |
7,2 |
8,64 |
39,56 |
(30,92+39,56)/2=35,24 |
|
7 |
300-350 |
9,3 |
7,4 |
8,54 |
48,1 |
(39,56+48,1)/2=43,83 |
|
8 |
350-400 |
8,3 |
7,5 |
7,98 |
56,08 |
(48,1+56,08)/2=52,09 |
|
9 |
400-450 |
6,2 |
7,0 |
6,52 |
62,6 |
(56,08+62,6)/2=59,34 |




Продолжение таблицы 1.5
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
10 |
450-500 |
6,2 |
4,8 |
5,64 |
68,24 |
(62,6+68,24)/2=65,42 |
|
11 |
500+ |
23,8 |
43,7 |
31,76 |
100 |
(68,24+100)/2=84,12 |
|
*в том числе и газ |
||||||
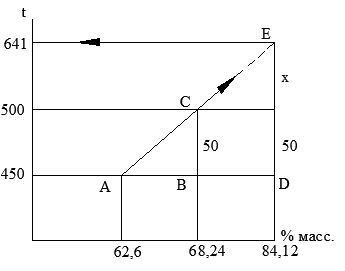
Рисунок 1.1 – К расчету средней температуры кипения остатка
Среднюю температуру кипения остатка (toст) можно рассчитать, используя подобные треугольники ABC и ADE.

Для данного случая AB = 68,24 – 62,6 = 5,64; AD = 84,12 – 62,6 = 21,52

отсюда 5,64 ⋅ х = (21,52 – 5,64) ⋅ 50, х = 141.
tост.= 500 + х = 500 + 141 = 641 °С

Рисунок 1.2 – К расчету начала кипения смеси нефтей
Начало кипения смеси нефтей определяется пересечением луча, проведенного через точки [1,14 %; 28 °С] и [3,6 %; 60 °С] с осью ординат.
Начало кипения нефти (tнк) можно рассчитать, используя подобные треугольники ABC и ADE.

Для нашего случая AC = 1,14 (выход газа); AE = 3,6 (см. таблицу 1.5);
BC = x; DE = x + (60 – 28) = x + 32.

отсюда 1,14 ⋅ х + 1,14 ⋅ 32 = 3,6 ⋅ х;
х = = 15
= 15
tнк = 28 – х = 28 – 15 = 13 °С
Среднюю температуру кипения фракции находим как среднее арифметическое:
tср = (tнк + tкк) / 2,
где tнк и tкк – температура начала и конца кипения фракции соответственно.
Средняя температура кипения фракции нк-60 °С:
tср1 = (13 + 60) / 2 = 37 °С
Средняя температура кипения фракции 60-100 °С:
tср2 = (60 + 100) / 2 = 80 °С
Средняя температура кипения фракции 100-150 °С:
tср3 = (100 + 150) / 2 = 125 °С
Средняя температура кипения фракции 150-200 °С:
tср4 = (150 + 200) / 2 = 175 °С
Средняя температура кипения фракции 200-250 °С:
tср5 = (200 + 250) / 2 = 225 °С
Средняя температура кипения фракции 250-300 °С:
tср6 = (250 + 300) / 2 = 275 °С
Средняя температура кипения фракции 300-350 °С:
tср7 = (300 + 350) / 2 = 325 °С
Средняя температура кипения фракции 350-400 °С:
tср8 = (350 + 400) / 2 = 375 °С
Средняя температура кипения фракции 400-450 °С:
tср9 = (400 + 450) / 2 = 425 °С
Средняя температура кипения фракции 450-500 °С:
tср10 = (450 + 500) / 2 = 475 °С
По формуле Воинова рассчитываются значения молярной массы фракций:
Мi
= 60 + 0,3 ⋅
 + 0,001⋅
+ 0,001⋅ ,
,
где
 – средняя температура кипения фракции.
– средняя температура кипения фракции.
Молярная масса фракции нк-60 °С:
М1 = 60 + 0,3 ⋅ 37 + 0,001 ⋅ 372 = 72 кг/кмоль
Молярная масса фракции 60-100 °С:
М2 = 60 + 0,3 ⋅ 80 + 0,001 ⋅ 802 = 90 кг/кмоль
Молярная масса фракции 100-150 °С:
М3 = 60 + 0,3 ⋅ 125 + 0,001 ⋅ 1252 = 113 кг/кмоль
Молярная масса фракции 150-200 °С:
М4 = 60 + 0,3 ⋅ 175 + 0,001 ⋅ 1752 = 143 кг/кмоль
Молярная масса фракции 200-250 °С:
М5 = 60 + 0,3 ⋅ 225 + 0,001 ⋅ 2252 = 178 кг/кмоль
Молярная масса фракции 250-300 °С:
М6 = 60 + 0,3 ⋅ 275 + 0,001 ⋅ 2752 = 218 кг/кмоль
Молярная масса фракции 300-350 °С:
М7 = 60 + 0,3 ⋅ 325 + 0,001 ⋅ 3252 = 263 кг/кмоль
Молярная масса фракции 350-400 °С:
М8 = 60 + 0,3 ⋅ 375 + 0,001 ⋅ 3752 = 313 кг/кмоль
Молярная масса фракции 400-450 °С:
М9 = 60 + 0,3 ⋅ 425 + 0,001 ⋅ 4252 = 368 кг/кмоль
Молярная масса фракции 450-500 °С:
М10 = 60 + 0,3 ⋅ 475 + 0,001 ⋅ 4752 = 428 кг/кмоль
Молярная масса фракции 500 °С+:
М11 = 60 + 0,3 ⋅ 641 + 0,001 ⋅ 6412 = 663 кг/кмоль
Плотность дистиллятных фракций (при атмосферно-вакуумной перегонке нефти – это фракции, выкипающие до 500 °С) рассчитывается по формуле:
 =
=
 ⋅
(0,58 + 0,12 ⋅
(Хср)1/3),
⋅
(0,58 + 0,12 ⋅
(Хср)1/3),
где
 – относительная плотность смеси нефтей;
– относительная плотность смеси нефтей;
 = 0,6 ⋅
0,8416 + 0,4 ⋅
0,8795 = 0,8568
= 0,6 ⋅
0,8416 + 0,4 ⋅
0,8795 = 0,8568
Хср – средняя ордината фракций (см. таблицу 1.5).
Относительная плотность фракции нк-60 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(1,8)1/3)
= 0,622
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(1,8)1/3)
= 0,622
Относительная плотность фракции 60-100 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(5,92)1/3)
= 0,683
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(5,92)1/3)
= 0,683
Относительная плотность фракции 100-150 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(11,56)1/3)
= 0,730
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(11,56)1/3)
= 0,730
Относительная плотность фракции 150-200 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(18,68)1/3)
= 0,770
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(18,68)1/3)
= 0,770
Относительная плотность фракции 200-250 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(26,7)1/3)
= 0,804
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(26,7)1/3)
= 0,804
Относительная плотность фракции 250-300 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(35,24)1/3)
= 0,834
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(35,24)1/3)
= 0,834
Относительная плотность фракции 300-350 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(43,83)1/3)
= 0,860
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(43,83)1/3)
= 0,860
Относительная плотность фракции 350-400 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(52,09)1/3)
= 0,881
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(52,09)1/3)
= 0,881
Относительная плотность фракции 400-450 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(59,34)1/3)
= 0,898
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(59,34)1/3)
= 0,898
Относительная плотность фракции 450-500 °С:
 = 0,8568 ⋅
(0,58 + 0,12 ⋅
(65,42)1/3)
= 0,911
= 0,8568 ⋅
(0,58 + 0,12 ⋅
(65,42)1/3)
= 0,911
Для остатка перегонки плотность рассчитывается по формуле:
ρост =
 ⋅
[1 + 0,204 ⋅
(Xсум
/ 100)0,8],
⋅
[1 + 0,204 ⋅
(Xсум
/ 100)0,8],
где Xсум – суммарный отгон дистиллятов до получения данного остатка (в нашем случае это суммарный выход до 500 °С = 68,24 %).
ρост = 0,8568 ⋅ [1 + 0,204 ⋅ (68,24 / 100)0,8] = 0,986.
Все данные по характеристикам узких фракций сводятся в таблицу 1.6.
Таблица 1.6 – Характеристика узких фракций смесей нефтей
|
Номер фракции |
Пределы выкипания |
Выход фракции аi,% |
ti |
|
Мi |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
0 |
до 28 °С |
1,14 |
- |
- |
- |
|
1 |
нк-60* |
3,6 |
37 |
0,622 |
72 |
|
2 |
60-100 |
4,64 |
80 |
0,683 |
90 |
 i
i