

автоматы и промышленные роботы; высококвалифицированные рабочие выполняют настройку станков и обслуживают одновременно по 8-12 станков;
-метод не исключает вероятности появления брака.
Все причины возможного брака при использовании метода пробных ходов и промеров сохраняются в различной степени и здесь. И, если колебания глубины резания здесь обусловлены, в основном, геометрическими погрешностями заготовки и нестабильностью жесткости заготовок, то эти и другие непостоянства в пределах партии заготовок проявляются в гораздо большей степени, чем в пределах одной заготовки. К тому же набегают погрешности износа инструмента, что требует своевременной поднастройки оборудования.
Преимущества метода автоматического получения размеров на настроенных станках предопределяют его широкое распространение в условиях современного серийного и массового производства. Использование этого метода в условиях мелкосерийного производства ограничивается некоторыми экономическими соображениями: потери времени на предварительную настройку станков могут превзойти выигрыш времени от автоматического получения размеров; затраты на изготовление однородных и точных заготовок, требуемых для работы на настроенных станках, могут не окупиться при малых количествах выпускаемой продукции; тщательная технологическая подготовка производства с подробной разработкой технологических процессов и схем настройки станков неосуществима в условиях мелкосерийного и многономенклатурного производства.
Каждый из рассмотренных методов достижения заданной точности неизбежно сопровождается погрешностями обработки, вызываемыми различными причинами систематического и случайного характера. Соответственно погрешности, возникающие вследствие этих причин, подразделяются на систематические и случайные.
2.3. Систематические погрешности обработки
Систематическая погрешность - это такая погрешность, которая для всех заготовок рассматриваемой партии остается постоянной или же закономерно изменяется при переходе от каждой обрабатываемой заготовки к следующей. [6. 8. 12]
В первом случае погрешность принято называть постоянной систематической погрешностью (часто именуемой для краткости систематической погрешностью), а во втором случае - переменной систематической (или функциональной) погрешностью.
Причинами возникновения систематических и переменных систематических погрешностей обработки заготовок являются: неточность, износ и деформации станков, приспособлений и инструментов; деформации обрабатываемых заготовок; тепловые явления, происходящие в технологической системе и в
23
смазочно-охлаждающей жидкости, а также погрешности теоретической схемы обработки заготовки.
2.3.1. Погрешности, возникающие вследствие неточности, износа
и деформации станков
Погрешности изготовления и сборки станков ограничиваются нормами ГОСТов, определяющими допуски и методы проверки геометрической точности станков, которая, как правило, в их ненагруженном состоянии. Ниже приведены некоторые характеристики геометрической точности (в миллиметрах) станков общего назначения средних параметров.
Радиальное биение шпинделей токарных и фрезерных станков (на конце
шпинделя)............................................................................................. |
0,01-0,015 |
Биение конического отверстия в шпинделе: |
|
Токарного и фрезерного станков на длине оправки 300мм...................... |
0,02 |
Вертикально-сверлильных станков на длине оправки 100-300мм... |
0,03-0,05 |
Торцовое (осевое) биение шпинделя................................................... |
0,01-0,02 |
Приведенные ориентировочные данные относятся к станкам нормальной точности (станки группы Н), предназначенные для обработки заготовок средних размеров в пределах допусков 7 - 9-го квалитетов. Характеристики геометрической точности, т.е. геометрической погрешности станков более высоких точностных групп, значительно уменьшаются, а трудоемкость их изготовления резко возрастает и по отношению к характеристикам станков нормальной точности составляют в процентах к погрешностям и трудоемкости изготовления станков нормальной точности следующие соотношения, представленные в таблице 2.1.
Таблица 2.1. |
|
|
|
|
|
|
|
Трудоемкость |
|
Группы станков |
|
Погрешность |
||
Станки нормальной точности (Группа |
100 |
100 |
||
Н) |
|
|
|
140 |
Станки |
повышенной |
точности |
60 |
|
(Группа П) |
|
|
200 |
|
Станки высокой точности (Группа В) |
40 |
|||
Станки |
особо высокой |
точности |
25 |
280 |
(Группа А) |
|
|
450 |
|
Станки особо точные (Группа С) |
16 |
|||
Погрешности геометрической точности станков полностью или частично переносятся на обрабатываемые заготовки в виде систематических погрешностей. Величина этих систематических погрешностей поддается предварительному анализу и расчету. Например, при непараллельности оси шпинделя токарного станка направлению движения суппорта в горизонтальной
24

плоскости цилиндрическая поверхность обрабатываемой заготовки, закрепленной в патроне станка, превращается в коническую. При этом изменение радиуса r заготовки равно линейному отклонению а оси от параллельности по отношению к направляющим на длине заготовки, т.е. rmax=r+a. При не параллельности оси шпинделя относительно направляющих в вертикальной плоскости обрабатываемая поверхность приобретает форму
гиперболоида вращения, наибольший радиус которого rmax =  r 2 + b2 , где b -
r 2 + b2 , где b -
линейное отклонение оси шпинделя от параллельности по отношению к направляющим в вертикальной плоскости на длине L обрабатываемой заготовки.
2.3.2. Погрешности, связанные с неточностью и износом режущего инструмента
Неточность режущего инструмента (особенно мерного инструмента типа развёрток, зенкеров, протяжек, концевых фрез, фасонного инструмента) во многих случаях непосредственно переносится на обрабатываемые заготовки, обуславливая получение систематических погрешностей формы и размеров обработанных поверхностей. Однако, в связи с тем, что точность изготовления режущего инструмента на специальных инструментальных заводах или в инструментальных цехах машиностроительных заводов обычно достаточно высока, неточность изготовления инструментов практически мало отражается на точности изготовления деталей. Значительно большее влияние на точность обработки заготовок оказывают погрешности режущего инструмента, связанные с его износом.
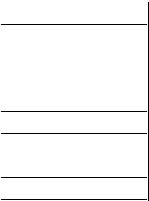
Износ режущего инструмента при работе на настроенных станках по методу автоматического получения размеров приводит к возникновению переменных систематических погрешностей обработки. При чистовой обработке заготовок износ резцов происходит по их задней поверхности, что вызывает отдаление вершины от центра вращения заготовки на величину радиального износа и соответствующее увеличение радиуса обточки (или уменьшение радиуса расточки). На рисунке 2.3 представлена типовая кривая износа инструмента в процессе его работы.
Рис. 2.3. Зависимость износа инструмента U от длины пути резания
25
В соответствии с общими закономерностями износа при трении - скольжении в начальный период работы инструмента, называемый периодом начального износа (участок I на рис.2.3), износ наиболее интенсивен. В период начального износа происходит приработка режущего лезвия инструмента, сопровождающаяся выкрашиванием отдельных неровностей и заглаживанием штрихов - следов заточки режущих граней. В этот период шероховатость обработанной поверхности обычно постепенно уменьшается. Начальный износ Uн и его продолжительность Lн (т.е. продолжительность приработки инструмента) зависят от материалов режущего инструмента и изделия, качества заточки, а также от доводки инструмента и режимов резания. Обычно продолжительность начального износа, выраженная длиной "L" пути резания, находится в пределах 500-2000 м (первая цифра соответствует хорошо доведённым инструментам, вторая - заточенным инструментам). Второй период износа (участок II) характеризуется нормальным износом инструмента, прямо пропорциональным пути резания. Интенсивность этого периода износа принято оценивать относительным (удельным) износом Uо, определяемым формулой Uо=U/L, где U - размер износа в мкм на пути резания L; L - путь резания в зоне нормального износа в км. Длина L пути резания в период нормального износа при обработке стали резцами Т15К6 может достигать 50 км.
Третий период износа (участок III) соответствует наиболее интенсивному катастрофическому износу, сопровождающемуся значительным выкрашиванием и поломками инструмента, недопустимыми при нормальной эксплуатации инструмента.
2.3.3. Погрешности, обусловленные упругими деформациями технологической системы под влиянием нагрева
При непрерывной работе станка происходит постепенное нагревание элементов технологической системы, вызывающее появление переменной систематической погрешности обработки заготовок. Основными причинами нагревания станков и их отдельных частей (шпиндельных бабок, столов, станин и др.) являются потери на трение в подвижных механизмах станков (подшипниках, зубчатых передачах), гидроприводах и электроустройствах, во встроенных электромоторах, а также теплопередача от охлаждающей жидкости, отводящей теплоту от зоны резания, и нагревания от внешних источников (местное нагревание от близко расположенных батарей, солнечных лучей, охлаждение через фундамент).
Важное влияние на точность обработки оказывает нагревание шпиндельных бабок. При работе станка происходят постепенное разогревание шпиндельных бабок и их смещение в вертикальном и горизонтальном (на рабочего) направлениях. При этом температура в различных точках корпуса бабки изменяется от 10 до 50 градусов С. Наибольшая температура нагрева наблюдается в местах расположения подшипников шпинделя и подшипников быстроходных валов, температура которых обычно на 30-40 % выше средней температуры корпусных деталей, в которых они смонтированы.
26