

нагрузочную способность, электрическая прочность изоляции между проводящими слоями, легкость установки навесных элементов и хорошие свойства контактов, а также высокая надежность в условиях транспортировки и эксплуатации.
8.2.5.1. Система контроля качества печатных плат Aplite 3
Aplite 3 – это автоматизированная система визуального контроля качества печатных плат на любой стадии изготовления.
Важнейшей особенностью системы является то, что она использует стандартный планшетный сканер для ввода изображений контролируемых образцов. Никакого специального оборудования не требуется.
Контролируемые изделия:
-позитивные и негативные черно-белые и цветные фотошаблоны, изготовленные на стекле или пленке; -заготовки печатных плат после сверления металлизируемых отверстий;
-заготовки печатных плат с нанесенным топологическим рисунком на любой стадии изготовления; -готовые печатные платы без элементов.
Обнаруживаемые дефекты:
-искажения масштаба (растяжение пленки фотошаблона); -разрывы проводников; -перемычки между проводниками;
-нарушение допусков на минимальную ширину печатного проводника и минимальное расстояние между проводниками; -отсутствующие и смещенные отверстия; -отверстия, имеющие неверный диаметр; -отсутствующие и смещенные контактные площадки;
-контактные площадки, имеющие неверный размер или искаженную форму; -нарушения кольца контактной площадки; -все расхождения образца и эталона, размеры которых превышают пороговое значение.
Основной метод контроля – сравнение с эталоном. В качестве эталона используется информация из САПР разработчиков печатной платы.
Система осуществляет автоматическое совмещение шаблона и эталона. Результаты работы системы выдаются в наглядной форме. Удобные средства навигации по изображениям и дефектам позволяют оператору быстро принимать решения (рис. 8.67).
285
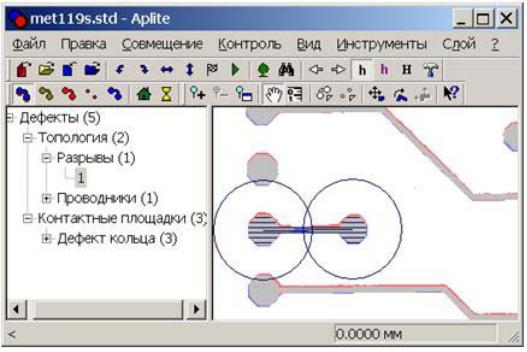
Рис. 8.67. Интерфейс Системы Aplite 3
Точность контроля определяется максимальным разрешением сканера, объемом оперативной памяти и быстродействием вычислительной системы. Имеется возможность контроля заготовок по частям.
Пример работы системы Aplite
После сканирования очередного образца Aplite автоматически преобразует его в бинарную форму, затем осуществляется автоматическое совмещение шаблона и эталона и автоматическая процедура обнаружения дефектов, включающая контроль топологии и контактных площадок. После завершения процесса пользователю выдается отчет (рис. 8.68).
286

Рис. 8.68. Совмещение шаблона и эталона
Активным является слой совмещения, который формируется из двух изображений: синий цвет соответствует эталону, красный – шаблону. Нажимая клавишу Пробел, пользователь поочередно просматривает все дефекты, обнаруженные системой (рис. 8.69)
.
Рис. 8.69. Дефект разрыва
Далее обнаружено нарушение ширины проводника (рис. 8.70).
287

Рис. 8.70. Дефект проводника
Контактные площадки и отверстия этой платы также содержат дефекты
(рис. 8.71).
Рис. 8.71. Дефект контактных площадок и отверстия
Большинство дефектов имеют численную характеристику, выраженную в процентах. Благодаря этому наиболее грубые из них выдаются первыми (рис. 8.72).
288

Рис. 8.72. Численная характеристика дефектов
Система способна показывать дефекты непосредственно на цветном изображении образца (рис. 8.73).
Рис. 8.73. Дефекты, показанные на цветном изображении образца
Система может настраиваться на любые цвета контролируемых изделий
(рис. 8.74).
289