

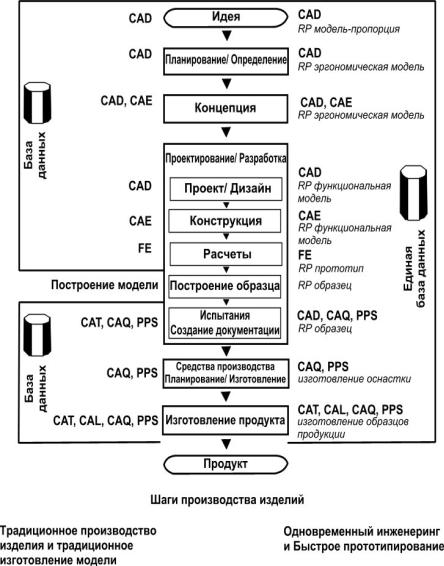
Рис. 7.54. Частично закрытая CIM - цепочка (слева) и при введении RP -
способов полностью закрытая CIM - цепочка (справа)
7.2.8.2. Определения: быстрое прототипирование, быстрое изготовление, быстрое производство
Все методы, с помощью которых трехмерные модели и детали изготавливаются сложением, т.е. наложением друг на друга объемных элементов (слоев), называются генерированными технологиями. Это точное вышеприведенное понятие на практике применяется редко. Чаще используются другие обозначения, которые подчеркивают отдельные аспекты изготовления деталей. Solid Freeform Manufacturing – SFM (производство твердых тел свободной формы) подчеркивает способность путем поверхностей свободных форм изготавливать окаймленные твердые тела.
В литературе находится большое количество таких изначально американских обозначений, которые выступают чаще всего в образе трехбуквенных
196
сокращений и часто могут скорее исказить, чем объяснить суть процесса или явления.
Каждое используемое понятие с точки зрения современных авторов имеет право на существование и не может быть заменено никакими другими понятиями. Однако в данном случае мы сознательно применяем понятие RP. Оно действительно не лучшее, возможно даже худшее понятие из тех, что используются в литературе. RP при ближайшем рассмотрении вообще ни о чем не говорит. "Быстрый" - понятие относительное. Оно приобретает качество лишь в том случае, если говорится конкретно "быстрее, чем что" или, по меньшей мере, "как быстро". К тому же в понятии "быстрый" лежит известная опасность. Оно может означать, что метод является принципиально быстрее, чем все остальные, но, в действительности, это не так. Быстрота RP - методов сильно зависит от геометрии изделий. Например, простейшее изделие, которое можно изготовить штамповкой - вырубкой, с помощью RP - технологий изготавливаются гораздо медленнее. "Прототипирование", также не является точным понятием, т.к., многие применения компьютероподдерживающих методов изготовления не предполагают использования прототипа в узком смысле. Наряду с дизайн - моделями и моделями для демонстрации, с помощью RP - технологий можно получать литейные формы, инструменты, и даже малые серии изделий. Но понятие "Rapid Prptotyping" имеет неоспоримое преимущество - оно укоренилось в сознании людей и означает для них символ копьютероподдержанных и, следовательно, автоматизированных генерированных технологий. RP и первая технология - Стереолитография в этой комбинации всемирно известна. Они говорят сами за себя и, тем самым, предопределяют сущность понятия.
В сравнении с этим, альтернативные понятия и обозначения для современных пользователей требуют дополнительного разъяснения, а потому, менее приемлемы.
Rapid Tooling (RT) и Rapid Manufacturing (RM) - более узкие понятия, чем RP и
обозначают специальные области применения этих технологий. Методически RP обозначает учение о генерированных методах изготовления и соответствует, тем самым, RP - технологиям. Но очень важно разъяснить, что применение разных RP - технологий требует разработки различных методических приемов. Это практически значит, что концептуальные модели и геометрические прототипы (Concept Modeling) как и функциональные и технические прототипы (Functional Prototyping) с одной стороны и генерированное изготовление инструментов (Rapid Tooling) и генерированные серийные технологии (Rapid Manufacturing) с другой стороны, независимо от их практического значения, имеют статус стратегии (Рис. 7.55).
197
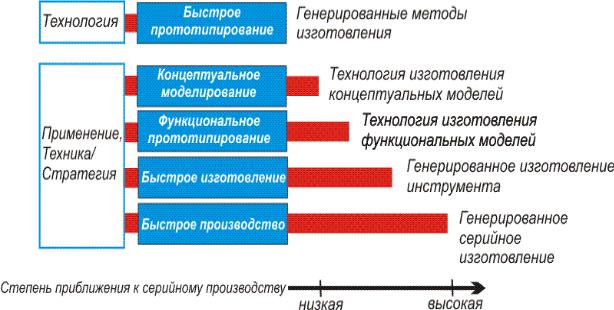
Рис. 7.55. RP - технологии и их применение
Если следовать этой терминологии, то получаются такие определения:
- Быстрое прототипирование (Rapid Prototyping) - обозначает технологию генерированных методов изготовления;
Концептуальные модели и функциональные прототипы (Concept Modeling FunctionalPrototyping) – обозначают применение технологий быстрых прототипов; они охватывают изготовление сравнительно простых, не обладающих нужными механико–технологическими свойствами, но хорошо отображающих внешние формы и привлекательность будущих деталей.
При этом функциональные прототипы - это изготовленные методами RP изделия из пластмасс, металлов или других материалов, которые могут моделировать одно или больше механико–технологических свойств будущих деталей.
Эти разновидности моделей во многом определяют время первой фазы проектирования изделий.
Оборудование для изготовления перечисленных выше моделей и прототипов технологически идентично.
- Быстрое изготовление (Rapid Tooling). Под этим понимается изготовление с помощью RP - технологий инструментов и форм для изготовления прототипов и предсерийных изделий. Это относится как к моделям (Positive), так и к формам (Negative) в равной степени. Rapid Tooling стал фактором, определяющим время на второй фазе проектирования изделий и
198
способствующим оптимизации собственно изделий и проектирования средств производства и технологии их изготовления.
Быстрое производство (Rapid Manufacturing).Под этим понимают RP - технологии, которые создают изделия серийного характера. Это могут быть как сами изделия, так и инструменты для серийного изготовления изделий. В силу ограниченности материалов пригодных для RP - технологий, Rapid Manufacturing в настоящее время не могут рассматриваться как технологии, альтернативные традиционным. К тому же они часто проигрывают в производительности и не могут относиться к массовым производственным технологиям. Тем не менее, теоретически RM обладают поистине фантастическими перспективами, т.к. позволяют дистанционное управление производственными процессами, а значит, могут использоваться даже для создания изделий на других планетах, для чего необходимо лишь доставить туда технологические установки и иметь там подходящие конструкционные материалы. Эти сценарии сегодня кажутся фантастическими, но темпы технического прогресса делают их вполне вероятными уже в недалеком будущем.В целом RP - технологии предопределяют следующие тенденции развития изделий:
-более короткий цикл жизни изделия;
-возрастающая сложность конструкций;
-возрастающая индивидуализация изделий;
-уменьшающаяся серийность производства.
7.2.8.3.Взаимосвязь RP - моделей и фаз проектирования изделий
Согласно различным свойствам моделей и прототипов, получаемых с помощью RP - технологий можно установить целесообразную взаимосвязь RP - технологий с фазами создания изделия.
Эта взаимосвязь представлена на рисунке 7.56.
199
Рис. 7.56. Взаимосвязь применения RP - технологий с фазами создания изделий
200