

7.2.6 Одновременное проектирование - конкурентоспособное проектирование
7.2.6.1 Классические ступени проектирования изделий
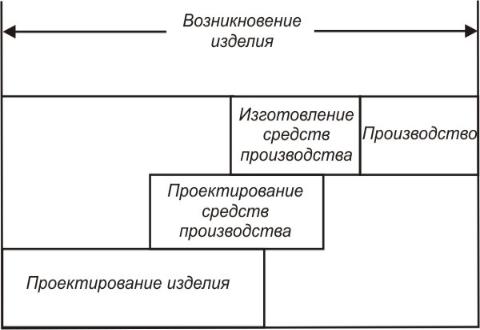
Время возникновения изделия - время от первой идеи нового изделия до старта серийного производства (см. рис. 7.48). Оно включает и технологию изготовления.
Рис. 7.48. Элементарные ступени создания изделия
Возникновение идеи, планирование, концепция могут считаться проектированием изделия или рассматриваться как обособленные элементы. В зависимости от определения, проектирование изделия охватывает не только собственно проектирование изделия, но и проектирование инструментов, необходимых для изготовления изделия, и даже проектирование средств производства и их изготовление. Такое различие определений следует иметь в виду, если сравниваются времена проектирования изделий на различных предприятиях.
Проектирование изделия и проектирование средств производства методически почти совпадают, поэтому проектирование средств производства следует понимать только как специальный вид проектирования изделия. В дальнейшем, поэтому, в понятие "проектирование изделия" будем вводить методические добавления.
Различные авторы процесс проектирования разделяют на различные шаги и неодинаково их обозначают. При этом имеют место отраслевые особенности. Одна из распространенных последовательностей проектирования выглядит так:
182

идея, планирование/определение, концепция, проектирование/разработка, испытания. Основное содержание этих этапов:
-идея: основная концепция, существенные свойства;
-планирование/определение: определение постановки задачи, установление функций, подготовка методов решения;
-концепция: оценка, определение цели;
-проектирование/разработка: проектирование/дизайн, конструирование, расчет, грубое и тонкое оформление, расчеты, оценка;
-испытания: проверка, изготовление, доказательства правильности решений.
При этом идея в дальнейшем должна также предопределять основную концепцию и установление существенных свойств будущего изделия.На этой фазе, но особенно, в последующих фазах Планирование/Определение и Концепция устанавливаются функциональные свойства, основные конструктивные принципы и, тем самым, предполагаются также методы изготовления и уточняются цели. В этих фазах встречаются решения, которые устанавливают ресурсы и методы, а значит стоимости на ранней стадии и изменения, которые не допустимы или возможны только при больших затратах. Из фазы Концепция следует первая редакция затрат. Следующая фаза Проектирование/Разработка имеет целью оптимально трансформировать это предположение. Все эти взаимосвязи представлены на рис. 7.49, который не нуждается в дополнительных комментариях.
Рис. 7. 49. Определение классических шагов проектирования,
где I - постановка задачи, установление функций, подготовка вариантов решения
183
7.2.6.2. Требования к новым методам проектирования изделий
Центральное требование к новым стратегиям состоит в том, что время проектирования изделия при уменьшении финансирования и улучшении качества должно сокращаться и к этому должны приобщаться большие коллективы проектировщиков из различных областей техники и знаний. Для выполнения этих требований должны быть выявлены важнейшие факторы, влияющие на время проектирования изделий. Время проектирования изделий зависит от:
-своевременного установления свойств конструкции;
-степени параллелизации составляющих процесса;
-интенсивности обмена информацией;
-степени интеграции компьютеров;
-степени мотивации.
Для успеха проектирования изделия важно как можно раньше установить взаимосвязанные свойства изделия. Каждый конструктор и каждая группа работников должны ориентироваться на ясные цели. Ошибочные цели приводят к тому, что каждая рабочая группа рассматривает свои конструктивные признаки как главные и такие неоднородные конструкции приходится согласовывать позднее с большими затратами. Из своевременного установления конструктивных признаков изделия следует и своевременное установление материалов и технологических методов изготовления.
Для сокращения времени проектирования изделия, безусловно, необходимо выбирать максимальную степень параллелизации. Т.к. параллелизация является дискретным процессом, который позволяет определить разумное параллельное разветвление только после окончания соответствующей части проекта, следует предавать повышенное значение организации и контролю над общим проектом. При этом следует обращать внимание на то, что можно параллельно проводить только такие части проекта, для которых время разработки протекает полностью независимо друг от друга.
Эффективное проектирование изделия протекает при интенсивном обмене информацией. При этом важно не только то, чтобы отдельные рабочие группы обменивались информацией, но также важно, в каком виде и в какой временной период они это предпринимают. Только если информация своевременна, она полезна для проекта.
Компьютерная интеграция образует "хребет" для интенсивного обмена информацией. Только через высокую степень компьютерной интеграции можно
184
обеспечить подход всех раздельных рабочих групп к каждому моменту времени на одинаковых, связанных базовых показателях. Результаты этих групп непосредственно можно закладывать в память компьютера в виде взаимосвязанных файлов. При сложных и актуальных проектах изделий эти аспекты можно осуществить только на компьютерах и с использованием соответствующих программ.
Коллективная работа успешна и эффективна только в том случае, если она идет в ногу с высокой степенью мотивации. Не мотивированные сотрудники всегда используют групповую работу для того, чтобы спрятаться в группе и сделать других ответственными за результаты работы. Поэтому мотивация для минимизации времени проектирования является ключевой позицией. Наряду с различными подходами для мотивации сотрудников, особо стоит вопрос оценки реализуемости проекта, которая решается через мотивацию и демотивацию.
7.2.6.3. Принцип одновременности инженеринга
Требования к более эффективным системам проектирования изделий сводится к двум главным точкам зрения: концентрация и коммуникация.
Выражаясь иначе, требуется:
-высокая степень параллелизации последовательных до настоящего времени шагов проектирования;
-постоянно для всех доступные полные и связанные базы данных.
Соответственно новые стратегии проектирования известны под названием "одновременный инженеринг" или "параллельный инженеринг". Принцип "одновременный инженеринг" схематически показан на рисунке 7.50.
Верхняя схема показывает классическую последовательную цепочку проектирования, по которой каждая ступень проектирования может начаться только тогда, когда предыдущая закончена. Главная мысль одновременного инженеринга состоит в частичном запараллеливании этих последовательно отработанных шагов проектирования и в исключении затрат времени на дорогостоящие повторения (см. рис. 7.50).
185
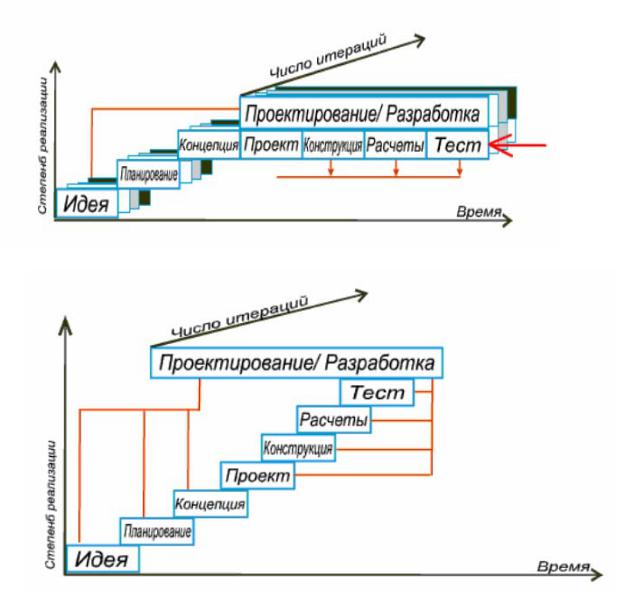
Рис 7.50. Экономия времени проектирования изделия за счет более высокой степени параллелизации
В то время как последовательно работающие методы должны происходить принципиально последовательно, потому что они позволяют переделку только уже законченных частей проекта, одновременный инженеринг делает возможным эффективную параллельную или, по меньшей мере, частично запараллеленую разработку.
Чтобы параллелизация могла происходить практически, должен иметь место постоянный и оптимальный обмен информацией между всеми партнерами. Поэтому необходимой предпосылкой является для всех доступная и постоянно актуальная общая база данных. Важнейшим элементом при этом является менеджмент проекта, поддержанный координированным управлением. Для учета и организации интердисциплинарных партнеров развиваются новые формы совместной работы. В качестве примера можно назвать компьютерные
186