


Рис. 4.1. Базирование призматической заготовки на плоскости магнитного стола
Пусть, например, тело (плоская стальная заготовка) лежит на магнитной плите станка, создающей контактное давление в опорных точках а1, а2, а3 (рис.4.1).Даже без включения магнита при отсутствии внешних сил, приложенных к заготовке, она останется неподвижной, т.е. лишенной всех шести степеней свободы. Однако при установке, т.е. в процессе базирования ничто не мешает этой заготовке занять отличное от указанного на рисунке положение вдоль осей X и Y и угла поворота вокруг оси Z. Более того, при установке каждой следующей заготовки эти три параметра будут отличаться. Такая ситуация полностью соответствует случаю идеальности связей заготовки со столом в точках контакта. Можно приводить сколь угодно много примеров и все они подтвердят, что необходимое и стабильное положение изделия при базировании можно обеспечить, только считая связи и точки контакта базы с элементами станка и приспособления идеальными. И еще раз подчеркнем, что при закреплении изделия оно лишается всех шести степеней свободы, но только в том положении, которое приобретает в результате базирования.
4.1. Классификация баз по различным признакам
По количеству отнимаемых у изделия степеней свободы
Напомним, что единственная плоская поверхность, используемая в качестве базы, отнимает у изделия три степени свободы и называется установочной базой. Вторая плоская поверхность может отнять уже только две степени свободы и называется направляющей базой. Если и третья плоская поверхность входит в комплект базирующих элементов, то она может отнять у изделия только одну степень свободы и называется упорной базой. Длинная цилиндрическая поверхность в качестве базы отнимает у изделия четыре степени свободы (базирование длинного цилиндра в призму) и называется двойной направляющей базой. Короткая цилиндрическая поверхность в качестве базы отнимает у изделия две степени свободы и называется центрирующей базой. Длинная коническая поверхность отнимает у изделия
71

пять степеней свободы, а короткая коническая – три степени свободы и называется упорно-центрирующей базой. Однако, конус задней бабки не фиксирует заготовку в горизонтальном направлении и является только центрирующей базой. Нужно иметь в виду, что для полной определенности положения изделия в пространстве у него можно всегда отнимать шесть степеней свободы, однако на практике при базировании изделия его лишают минимально необходимого количества степеней свободы, т.к. отнятие каждой дополнительной степени свободы усложняет, а значит и удорожает конструкцию приспособления, не улучшая при этом качества базирования. Например, если для получения детали из заготовки в виде параллелепипеда или цилиндра необходимо изменить размер этой заготовки только в вертикальном направлении, то достаточно установить эту заготовку плоской поверхностью на магнитный стол станка без всякого приспособления, отняв у нее три степени свободы, и профрезеровать или прошлифовать ее. Лишение такой заготовки большего количества степеней свободы потребует применения какоголибо приспособления, а качества детали не изменит.
При проектировании технологических операций (после уточнения технологической задачи и количества, необходимых для ее выполнения баз и идеальных опорных точек) на операционном эскизе изображается так называемая "теоретическая схема базирования". Теоретическая схема базирования представляет собой схему расположения на технологических базах заготовки идеальных опорных точек и условных точек, символизирующих позиционные связи заготовки с принятой системой координат (опорные поверхности приспособлений, координатные плоскости станка и т. п.). При этом на контурных линиях поверхностей заготовок, принятых в качестве технологических баз, проставляются условные обозначения идеальных точек контакта заготовок и приспособлений, которые лишают заготовку соответствующего числа степеней свободы. Согласно ГОСТ 21495-76 идеальная опорная точка обозначается символами:
На скрытых базах заготовки (осевые линии, плоскости симметрии) наносятся аналогичные обозначения условных точек, символизирующих позиционные связи заготовок с принятой системой координат. В случае необходимости, когда направление и место приложения зажимного усилия принципиально важны для качественного выполнения проектируемой операции (например, осевой зажим тонкостенной втулки при ее расточке), на
72
теоретических схемах могут быть показаны не только опорные точки на базах, но и места приложения и направления усилий зажимов.
По степени реальности
В большинстве случаев сборки и механической обработки определенность положения детали в собираемом узле или обрабатываемой заготовки в приспособлении, т. е. их базирование, осуществляется непосредственно контактом их базовых опорных поверхностей с соответствующими поверхностями других деталей узла или приспособления. Однако, во многих случаях проектирования бывает удобно определить на чертежах взаимное расположение отдельных деталей в узлах и расположение отдельных поверхностей деталей и заготовок не по их поверхности, а по некоторым воображаемым плоскостям, линиям или точкам (плоскость симметрии, осевая линия, биссектриса угла, центровая точка), называемым в этом случае условными или скрытыми базами (ГОСТ 21496-76). Так, взаимное расположение зубчатых колес определяется расстоянием между их осями, расстояние между призматическими направляющими станины определяется расстоянием между биссектрисами углов призм, а расположение отверстий в заготовке - их межцентровыми расстояниями. Применение условных (скрытых) баз при проектировании тем более удобно, что позволяет исключить из расчетов неизбежные погрешности реальных поверхностей, снижающие точность изготовления изделий.
При базировании деталей собираемых узлов и обрабатываемых заготовок в подавляющем большинстве случаев используются материальные поверхности ("явные" базы по ГОСТ 21495-76), однако и в этом случае для повышения точности установки иногда применяются условные (скрытые) базы, материализуемые различными устройствами (отвесы, коллиматоры, центрирующие устройства и т. п.). В этом случае на схемах базирования изображается не только расположение идеальных опорных точек на поверхностях материальных баз, но и расположение на скрытых базах (осях, плоскостях симметрии) условных точек, символизирующих связи заготовки с избранной системой координат. Построение теоретических схем базирования бывает целесообразным при проектировании технологических операций обработки ответственных и точных заготовок для облегчения расчетов ожидаемых погрешностей взаимного расположения обрабатываемых поверхностей. При этом схема базирования может служить определенной инструкцией - заданием для конструктора приспособления по созданию его целесообразной конструкции. Так, например, изображенная на рис. 4.2, а схема базирования втулки предполагает при обработке наружной поверхности использование в качестве технологической базы материальной поверхности отверстия.
73
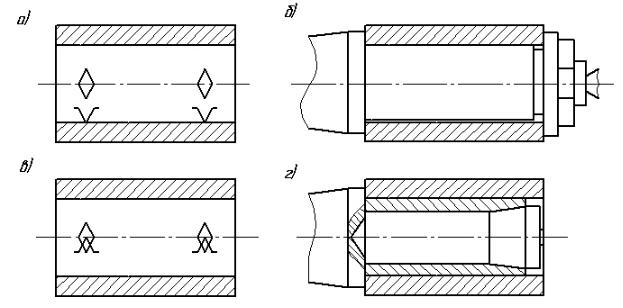
Рис. 4.2. Базирование втулки по материальной (явной) (а, б) и по условной (скрытой) (в, г) базам
Эта схема может быть реализована созданием жесткой цилиндрической оправки с гайкой (рис. 4.2, б), однако при этом возникает погрешность установки, равная величине зазора между базовым отверстием втулки и жесткой оправкой. Эта погрешность, достигающая величины максимального зазора, вызывает эксцентриситет и биение обработанной наружной поверхности.
Теоретическая схема базирования (рис. 4.2, в) показывает, что обрабатываемая поверхность должна точно ориентироваться относительно оси отверстия и появление ее эксцентриситета и биения - недопустимо. Для исключения погрешности установки, вызывающей эксцентриситет, должна быть создана (рис 4.2, г) беззазорная оправка (разжимная, конусная оправка трения, цилиндрическая с прессовой посадкой и т. п.). Приведенный на рис. 4.2 пример показывает, что в большинстве случаев применения условных (скрытых) баз базирование в конечном счете осуществляется материальными поверхностями (в примере на рис. 4.2 - поверхностью отверстия), которые обеспечивают правильное расположение (т. е. базирование) на станке самих скрытых баз. Однако указание этих баз на теоретической схеме базирования способствует созданию требуемой для данного случая конструкции приспособления. Особенно полезную роль играют условные (скрытые) базы при использовании центрирующих зажимов. При регулировании и сборке узлов и механической обработке с выверкой положения заготовки на станке базирование может осуществляться и по самим условным базам, которые в этом случае материализуются с помощью различных специальных устройств.
Различают также базы естественные и искусственные. Естественными принято называть базы, изображенные на чертежах. Однако технологу бывает целесообразно создать не предусмотренные чертежом базы для повышения
74