

Выводы:
1) Все параметры рассмотренного кривошипного пресса КД2322 имеют расхождения с требованиями согласно ГОСТу.
2) Область применения рассмотренного кривошипного пресса – разделительные операции.
3) На сегодняшний день прессы с жесткой муфтой и ленточным тормозом не выпускаются по двум причинам: 1. Жесткая муфта не обеспечивает требования безопасности предъявляемые к кривошипным прессам; 2. Ленточный тормоз приводит к большим энергетическим потерям, т.к. находится в постоянном контакте с главным валом.
4) Наклоняемая станина значительно упрощает автоматизацию работы пресса.
5) В современных условиях использование данной машины является небезопасным , а так же экономически невыгодным.
Лабораторная работа №3
Тема: «Регулировка закрытой высоты штампового пространства»
Цель работы – Закрепление теоретических знаний, ознакомление с последовательностью наладочных работ.
Работа была проведена на однокривошипном открытом прессе простого действия КД2322.
Регулировка проводится с помощью соединения винт – гайка. Предварительно выкручивается стопорный болт. После чего расстопоренный механизм можно налаживать вращением регулировочного винта с помощью гаечного ключа вручную. При вращении регулировочного винта ползун совершает поступательное движение вверх или вниз, в зависимости от направления вращения регулировочного винта. Таким образом, обеспечивается закрытая высота штампового пространства.
Схема механизма регулировки штампового пространства изображена на рис. 3.1
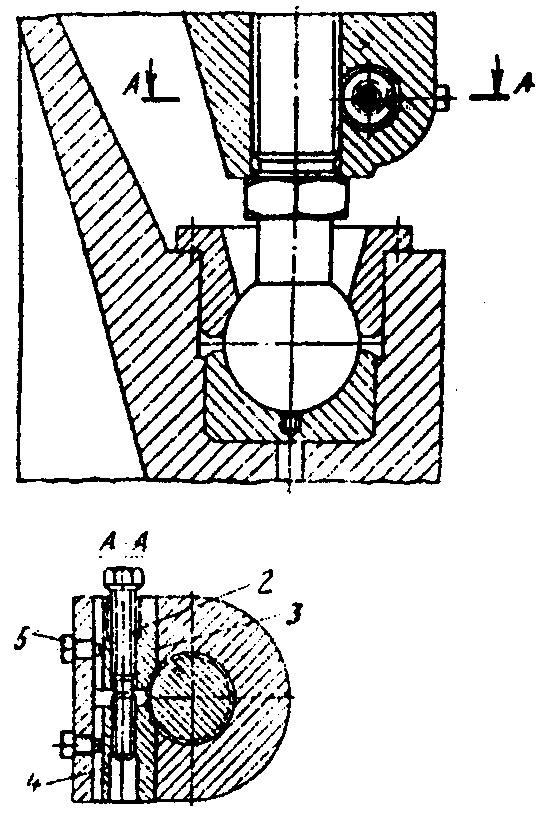
Рисунок 3.1 – Схема механизма регулировки закрытой высоты штампового пространства
Для предотвращения самопроизвольного вращения винта он стопорится посредством стяжного болта 2 и втулок 3 и 4, втулка 3 имеет гладкое отверстие, в отверстии втулки 4 нарезана резьба. При завинчивании болта 2 втулки 4 и 3 сближаются, создавая давление на винт шатуна. Для предотвращения проворачивания втулок при завинчивании болта 2 на их боковых поверхностях выполнен паз, в который входят направляющие болты 5.
Выводы:
1. Рассмотренный механизм регулировки закрытой высоты штампа является наиболее распространенным в листоштамповочных прессах и обладает следующими достоинствами:
- не требует дополнительных энергетических затрат (при ручной регулировке);
- позволяет достаточно точно отрегулировать закрытую высоту штампового пространства;
Среди недостатков рассмотренного механизма можно выделить следующие:
- при большом номинальном усилии пресса для регулировки длины шатуна необходимо использовать червячный редуктор с приводом от электродвигателя, что ведет к дополнительным энергетическим затратам;
- Механизм нельзя использовать КГШП и ГКМ из-за повышенных требований к технологической жесткости, по сравнению с листоштамповочными прессами;
2. Механизм данного типа является идеальным решением для малых кривошипных машин.
Лабораторная работа № 7
Тема: «ЭНЕРГЕТИКА КРИВОШИПНЫХ КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН»
Цель работы – оценка энергетических возможностей проведения технологических операций штамповки на кривошипном прессе.
Работа проводиться на однокривошипном открытом прессе простого действия КД2322 (Рис. 2.1).
Для оценки энергетических возможностей проведения технологических операций штамповки на кривошипном прессе необходимо найти момент инерции маховика, а затем определить работу, которую машина может затратить на выполнение технологической операции.
В большинстве конструкций прессов маховик (рис. 7.1) является также большим шкивом клиноременной передачи. При определении момента инерции маховика принято считать, что момента инерции сосредоточен лишь в ободе. Тогда, используя известную зависимость теоретической механики, можно записать:
IМАХ=![]() (1.1)
(1.1)
Масса маховика:
М=![]() (1.2)
(1.2)
Масса маховика пресса КД2322 исходя из формулы 1.2:
М=![]() кг.
кг.
Рассчитаем момент инерции маховика подставив полученные значения в формулу 1.1:
IМАХ=![]()
По рекомендации методических указаний получаем:
IПР = 0,95∙IМАХ.
IПР = 0,95∙6,7=6,4![]() .
.
Работа операции АОП находится из выражения:
![]() ;
;
где IПР– момент инерции привода, приведенный к валу маховика, кГм2;
![]() –коэффициент,
зависящий от режима работы пресса
(0,9…0,95);
–коэффициент,
зависящий от режима работы пресса
(0,9…0,95);
![]() - коэффициент
неравномерности хода маховика,
определяется из условия допустимого
нагрева двигателя
- коэффициент
неравномерности хода маховика,
определяется из условия допустимого
нагрева двигателя
![]()
(для универсальных прессов усредненное значение δ=0,12);
![]() –частота оборотов
маховика (
–частота оборотов
маховика (![]() =n).
=n).
![]() (1.2)
(1.2)
Находим работу операции из выражения 1.2:
![]()
Работу деформации определяем из выражения:
![]()
где ![]() -
коэффициент полезного действия
кривошипно-ползунного механизма,
принимаем равным 0,7;
-
коэффициент полезного действия
кривошипно-ползунного механизма,
принимаем равным 0,7;
![]() -
коэффициент полезного действия привода
от электродвигателя до главного вала
(КПД клиноременной передачи составляет
0,94…0,96).
-
коэффициент полезного действия привода
от электродвигателя до главного вала
(КПД клиноременной передачи составляет
0,94…0,96).
Работа деформации:
![]() (1.3)
(1.3)
Подставляя в выражение 1.3 численные значения, получаем:
![]() кДж.
кДж.
Работа, затрачиваемая на упругие деформации деталей пресса, находится из выражения:
![]()
где РН – номинальное усилие пресса;
С – жесткость пресса(принимаем 315 кН/мм).
![]()
Работа, затрачиваемая на осуществление технологической операции штамповки:
![]()
Подставляя численные значения, получаем:
![]() кДж.
кДж.
Значение коэффициента использования ходов пресса:
![]() (1.4)
(1.4)
где n – мощность электродвигателя;
К – коэффициент запаса
АХХ – работа холостого хода пресса;
АВМ – работа, затрачиваемая на включение муфты;
п – частота двойных ходов пресса в минуту.
Принимаем:
![]() ,
,
отсюда получаем:
![]()
Из выражения 1.4 получаем:
![]()
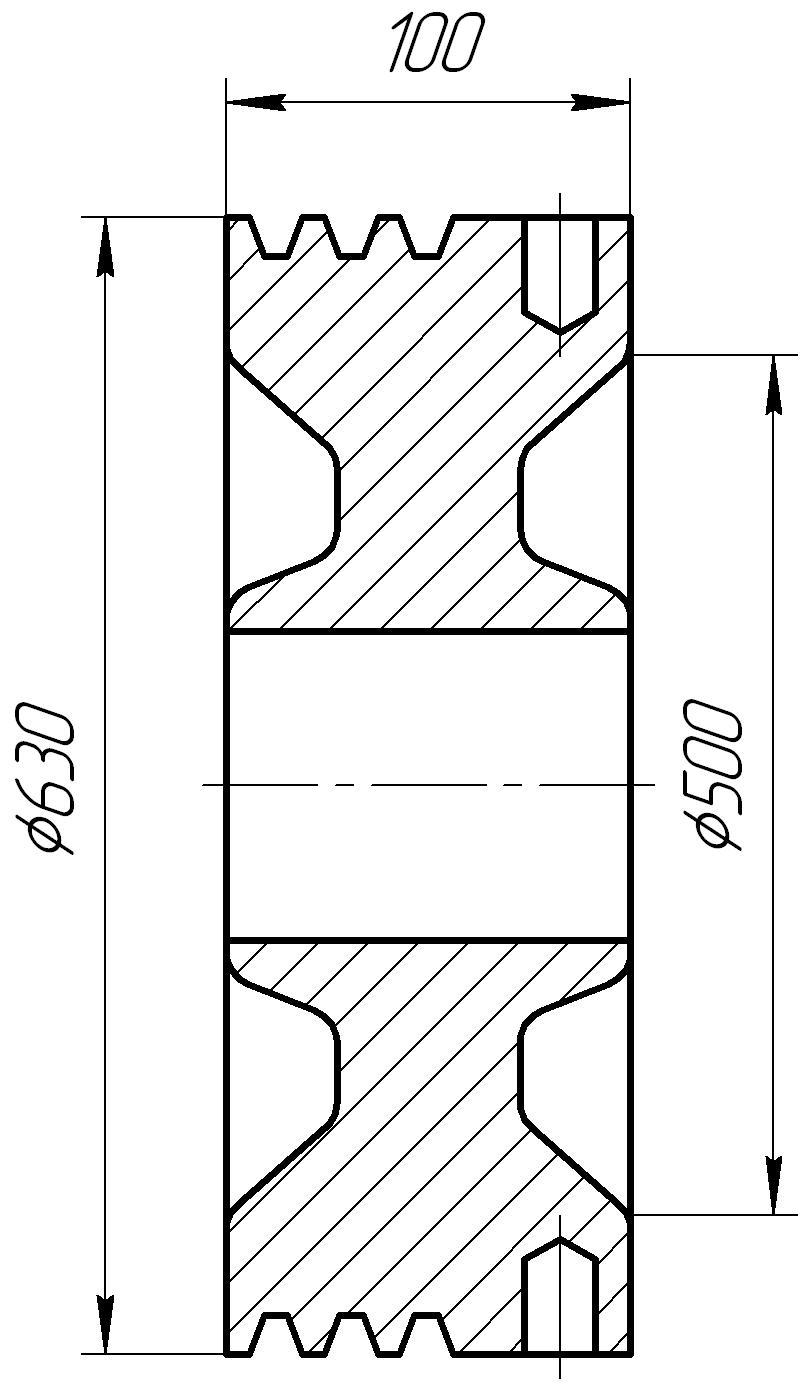
Рисунок 7.1. – Маховик