

Термочувствительные фотополимерные
Фирмы-производители: Kodak.
Преимущества:
•Всех вышеперечисленных видов пластин. Недостатки:
•Требуется предварительный обжиг (около 30 секунд).
Ctp-технологии во флексографской печати
Флексографские печатные формы разделяются на:
•Фотополимерные – экспонируются через масочный слой;
•Эластомерные – изготавливаются прямым лазерным гравированием. Обычно резиновые.
Общая схема изготовления флексографских ПФ с масочным слоем:
1.Экспонирование обратной стороны формной пластины;
2.Запись изображений на масочном слое с помощью лазерного излучения;
3.Основное экспонирование ФПК через интегральную маску;
4.Вымывание или термическое удаление незаполимеризованного слоя;
5.Сушка;
6.Финишинг;
7.Дополнительное экспонирование (может не быть).
Общая схема изготовления эластомерных ПФ:
1.Подготовка формного цилиндра, включающая обрезинивание поверхности;
2.Подготовка резиновой поверхности – шлифовка;
3.Прямое гравирование лазером;
4.Очистка поверхности формы от продуктов сгорания.

Особенности стадии процесса фотополимеризации;
•Масочный слой является элементом формной пластины;
•Не требуется вакуумный режим, следовательно экспонирования проводится на открытом воздухе.
Рельеф растровых фотополимерных форм, изготовленных по аналоговой (а) и цифровой (б) технологиям:
Тонкие штриховые и растровые элементы в цифровой технологии оказываются ниже уровня печатных элементов, т.к. нет вакуумного прижима и есть масочный слой.
Чем меньше по толщине элемент, тем ниже он от уровня печатных элементов.
Это позволяет производить растровые элементы с однопроцентным заполнением, что, несомненно, является преимуществом.

•Кривые растискивания при печати ФПФ, изготовленных по аналоговой (1) и цифровой (2) записи:
Изменение высоты растровых участков (1) относительно высоты плашки (2) при растяжении ФПФ, изготовленных по аналоговой (а) и цифровой (б) технологиям:

Строение Ctp для флексопечати:
4 – защитная пленка;
3 – масочный слой;
2 – ФПС;
1 – подложка.
Масочный слой не чувствителен к UV, но чувствителен к ИК-излучению. Его толщина составляет 3-5 мкм. Слой представляет собой раствор сажи и олигомера.
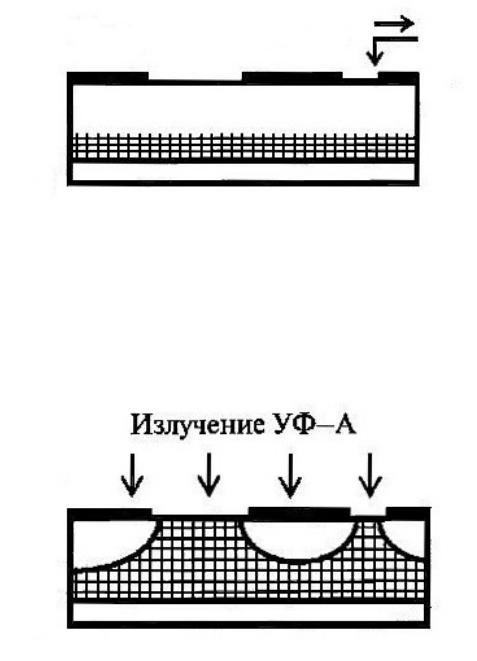
1. Экспонирование оборотной стороны пластины UV-A.
В результате происходит фотополимеризация нижних слоев ФПК (формируются пробельные элементы):
2. Лазерная запись:
В результате воздействия лазерного излучения на масочном слое формируются темные области (олигомер и сажа спекаются). И образуется маска. Используют YAG-лазер.
3. Основное экспонирование приводит к формированию печатного рельефа:

4.В зависимости от вымывающего раствора пластины делятся на:
•Водовымывные;
•Сольвентные.
Относительное содержание промывающего раствора в формной пластине достигает до 20%.
В результате промывки незаполимеризованные участки удаляются:
5.Сушка до полного высыхания при температуре 60-65ºС. Продолжительность сушки может достигать 3х часов. Перед финишингом форму необходимо остудить;
6.Финишинг UV-C для устранения липкости формы;
7.Дополнительное экспонирование:
Применяется для увеличения тиражестойкости и окончательного задубливания молекул олигомера.
Приборы для контроля качества формных процессов
Денситометры для работы в проходящем свете (контроль фотоформ)
Принцип работы основан на зависимости: D lg
В зависимости от вида печати различают следующие интервалы оптических плотностей:
•Для Офсетной печати D=3,8;
•Флексографии D=4,2…4,5
•Аналоговая печать D=1,8.
Для работы в проходящем свете нужен просмотровой стол.
Перед началом работы следует откалибровать прибор по оптической плотности вуали.
Денситометр, работающий в отраженном свете
Используется для оценки оптической плотности непрозрачных (цветных) объектов.
Данный прибор содержит интегрированный источник света с определенной цветовой температурой.

Спектрофотометр
Содержит более двух десятков светофильтров.
Задачи спектрофотометра:
1.Определение спектра состава отраженного света;
2.Определение цветовых координат данного цвета в различных системах;
3.Установление цветовых различий между двумя образцами в системе Lab;
E 
 L L 2 a a 2 b b 2
L L 2 a a 2 b b 2
Если цветовое различие равно трем, цвета на оригинале и оттиске не будут зрительно различимыми для среднего наблюдателя.
4. Моделирование различных условий освещения.
Источник А моделирует искусственный свет лампы накаливания с температурой t=2858 K.
B – прямой солнечный свет с цветовой температурой t=4800К.
С – рассеянный солнечный свет с t=6500К.
Имеются также источники освещения: D50, 55, 60, 65, 70, 75. Но на практике чаще всего используется D50.
Е – равноэнергетический белый.
F – моделируют флуоресцентные лампы.