

Общие схемы производства основных типов пластин
Схемы изготовления форм плоской офсетной печати по цифровым технологиям. Цифровые технологии изготовления форм плоской офсетной печати с увлажнением пробельных элементов, наиболее широко применяемые в настоящее время, можно представить в виде общей схемы.
|
Рис. 2. Процесс изготовления форм плоской офсетной печати по цифровым технологиям |
|
|
|
|

В зависимости от процессов, происходящих в приемных слоях под действием лазерного излучения, технологии изготовления форм можно представить в пяти вариантах.
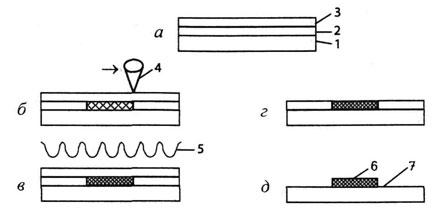
В первом варианте технологии экспонируется светочувствительная пластина с фотополимеризуемым слоем. После нагревания пластины с нее удаляется защитный слой и проводится проявление.
|
Рис. 3. Изготовление формы на светочувствительной пластине способом фотополимеризации: а - формная пластина; б - экспонирование; в - нагревание; г - удаление защитного слоя; д - проявление; 1 - подложка; 2 - фотополимеризуемый слой; 3 - защитный слой; 4 - лазер; 5 - нагреватель; 6 - печатающий элемент; 7- пробельный элемент |
|
|
|
|
Во втором варианте экспонируется пластина с термоструктурируемым слоем. После нагревания производится проявление.
На отдельных типах формных пластин, используемых для этих двух вариантов технологий, требуется предварительное нагревание (перед проявлением), необходимое для усиления эффекта воздействия лазерного излучения.
|
Рис. 4. Изготовление формы на термочувствительной пластине способом термоструктурирования: а - формная пластина; 6 - экспонирование; в - нагревание; г - проявление; 1 - подложка; 2 - термочувствительный слой; 3 - лазер; 4 - нагреватель; 5 - печатающий элемент; 6 - пробельный элемент |
|
|
|
|

В третьем варианте технологии экспонируется светочувствительная серебросодержащая пластина. После проявления проводится промывка. Форма, полученная по такой технологии, отличается от формы, изготовленной по аналоговой технологии.
|
Рис. 5. Изготовление формы на светочувствительной серебросодержащей пластине: а - формная пластина; б - экспонирование; в - проявление; г - промывка; 1 - подложка; 2 - слой с центрами физического проявления; 3 - барьерный слой; 4 - эмульсионный слой; 5 - лазер; 6- печатающий элемент; 7- пробельный элемент |
|
|
|
|

Изготовление формы по четвертому варианту на термочувствительной пластине путем термодеструкции состоит из экспонирования и проявления.
|
Рис. 6. Изготовление формы на термочувствительной пластине способом термодеструкции: а-формная пластина; б - экспонирование; в - проявление; 1 - подложка; 2 - гидрофобный слой; 3 - термочувствительный слой; 4 - лазер; 5 - печатающий элемент; 6 - пробельный элемент |
|
|
|
|

Пятый вариант технологии изготовления форм на термочувствительных пластинах путем изменения агрегатного состояния, включает проведение единственной стадии процесса - экспонирования. Химической обработки в водных растворах (в практике называемой «мокрой обработкой») в этой технологии не требуется.
|
Рис. 7. Изготовление формы на термочувствительных пластинах способом изменения агрегатного состояния: I - на металлической подложке; II - на полимерной подложке: а - формная пластина; б - экспонирование; в - печатная форма; 1 - подложка; 2 - термочувствительный слой; 3 - лазер; 4 - печатающий элемент; 5 - пробельный элемент |
|
|
|
|

Заключительные операции изготовления печатных форм по различным вариантам технологий могут отличаться.
Так, печатные формы, изготовленные по вариантам 1, 2, 4, могут при необходимости подвергаться термообработке для повышения их тиражестойкости.
Печатные формы, изготавливаемые по варианту 3, после промывки требуют проведения специальной обработки для формирования на поверхности подложки гидрофильной пленки и улучшения олеофильности печатающих элементов. Термообработке такие печатные формы не подвергаются.
Печатные формы, изготовленные на различных типах формных пластин по варианту 5, после экспонирования требуют для полного удаления термочувствительного слоя с экспонированных участков или дополнительной обработки, например, промывки в воде, или отсоса газообразных продуктов реакции, или обработки увлажняющим раствором непосредственно в печатной машине. Термообработка таких печатных форм не предусматривается.
Процесс изготовления печатных форм может включать такие операции, как гуммирование и техническая корректура, если они предусмотрены технологией. Контроль форм является завершающей стадией процесса.
Характеристики основных типов пластин.
Сравнение пластин по их характеристикам.
Многообразие формных пластин, применяемых в цифровых лазерных технологиях, требует их систематизации. Однако установившейся общепринятой классификации пока еще не существует. Наиболее широко используемые в настоящее время пластины можно классифицировать по следующим признакам:
• спектральная чувствительность;
• механизм формирования изображения;
• тип процессов в приемном слое;
• необходимость проведения химической обработки после экспонирования.
|
Рис. 8. Разновидности формных пластин плоской офсетной печати для цифровых лазерных технологий |
|
|
|
|
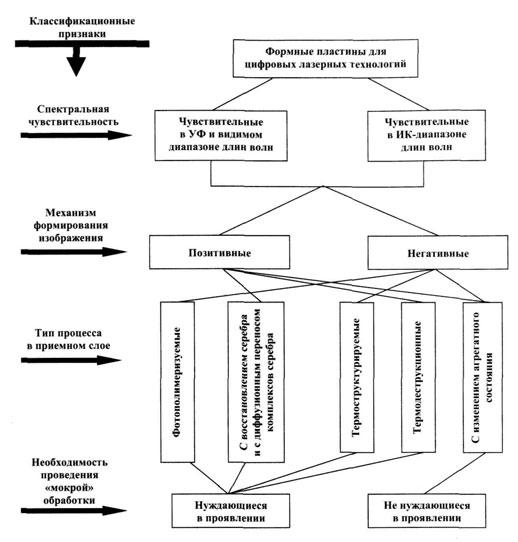
Классифицируя формные пластины в зависимости от механизма получения изображения следует иметь в виду, что понятия «негативные» и «позитивные» пластины трактуются так же, как и в аналоговой технологии изготовления форм плоской офсетной печати: позитивные пластины - это те, на экспонированных участках которых формируются пробельные элементы, негативные - на экспонированных участках формируются печатающие элементы.
Кроме указанных на рисунке 9 признаков, формные пластины могут быть также классифицированы по ряду частных признаков: геометрическим размерам пластин (форматам, толщинам подложек и приемных слоев), способам подготовки подложки, ее микрогеометрии, цвету окрашенного красителем слоя и др.
Основные характеристики формных пластин. К основным характеристикам формных пластин, используемых в цифровых лазерных технологиях изготовления форм, можно отнести следующие: энергетическую и спектральную чувствительность приемных слоев, интервал воспроизводимых градаций, тиражестойкость.
Энергетическая чувствительность.
Определяется через количество энергии
на единицу поверхности, необходимой
для протекания процессов в приемных
слоях формных пластин. Пластины с
фотополимеризуемым слоем требуют
0,05-0,2 мДж/![]() ,
серебросодержащие пластины - 0,001-0,003
мДж/
,
серебросодержащие пластины - 0,001-0,003
мДж/![]() ,
термочувствительные - 50-200 мДж/
,
термочувствительные - 50-200 мДж/![]() .
Сравнение количества энергии, требуемой
для протекания в приемных слоях различных
типов формных пластин тех или иных
процессов, показывает, что наиболее
чувствительными являются серебросодержащие
пластины, а наименее чувствительными
- термочувствительные.
.
Сравнение количества энергии, требуемой
для протекания в приемных слоях различных
типов формных пластин тех или иных
процессов, показывает, что наиболее
чувствительными являются серебросодержащие
пластины, а наименее чувствительными
- термочувствительные.
Спектральная чувствительность. Разные типы формных пластин могут обладать спектральной чувствительностью в различных диапазонах длин волн: УФ, видимой и ИК-областях спектра. Формные пластины, приемные слои которых чувствительны в УФ и видимом диапазонах длин волн, называются светочувствительными, формные пластины с приемными слоями, чувствительными в ИК-диапазоне длин волн - термочувствительными.
Интервал воспроизводимых градаций.
В практике работы с формными пластинами
их репродукционно-графические свойства
оцениваются интервалом градаций
![]() для
воспроизводимых изображений с определенной
линиатурой. Зависит этот интервал от
типа приемного слоя формных пластин.
Термочувствительные пластины, требующие
после экспонирования химической
обработки, позволяют воспроизводить
для
воспроизводимых изображений с определенной
линиатурой. Зависит этот интервал от
типа приемного слоя формных пластин.
Термочувствительные пластины, требующие
после экспонирования химической
обработки, позволяют воспроизводить
![]() от
1 до 99% (при максимальной линиатуре
растрирования равной 200-300 lpi). Интервал
воспроизводимых градаций на
термочувствительных пластинах, не
использующих такую обработку, меньше
- от 2 до 98% (при 200 lpi). Светочувствительные
пластины характеризуются аналогичными
значениями
от
1 до 99% (при максимальной линиатуре
растрирования равной 200-300 lpi). Интервал
воспроизводимых градаций на
термочувствительных пластинах, не
использующих такую обработку, меньше
- от 2 до 98% (при 200 lpi). Светочувствительные
пластины характеризуются аналогичными
значениями
![]() ,
но для других линиатур растрирования.
Пластины с фотополимеризуемыми слоями
характеризуются значениями
,
но для других линиатур растрирования.
Пластины с фотополимеризуемыми слоями
характеризуются значениями
![]() ,
равными 2-98% при 200 lpi (или 1-99% при 175 lpi),
,
равными 2-98% при 200 lpi (или 1-99% при 175 lpi),
![]() у
серебросодержащих пластин выше - 1-99%
при 300 lpi.
у
серебросодержащих пластин выше - 1-99%
при 300 lpi.
Теоретические предпосылки
достижения тех или иных значений
![]() вполне
очевидны. Если в светочувствительных
слоях формных пластин при действии
излучения свойства изменяются постепенно,
то в термочувствительных происходит
скачкообразное изменение свойств после
достижения определенной температуры
(далее развитие процесса не наблюдается).
Поэтому термочувствительные слои
невозможно ни недоэкспонировать, ни
переэкспонировать. При условии
стабильности мощности излучения это
позволяет получить большую резкость
элементов изображения - так называемую
«жесткую точку» и обеспечить качественное
воспроизведение высоких светов и
глубоких теней. Для термочувствительных
пластин на металлической подложке
дополнительно появляется еще один
эффект, позволяющий повысить качество
элементов изображения. Связан он с
дополнительным отражением излучения
от подложки и, как следствие, усилением
эффекта воздействия излучения. Это
приводит к уменьшению размытия в зоне
действия излучения и повышению резкости.
вполне
очевидны. Если в светочувствительных
слоях формных пластин при действии
излучения свойства изменяются постепенно,
то в термочувствительных происходит
скачкообразное изменение свойств после
достижения определенной температуры
(далее развитие процесса не наблюдается).
Поэтому термочувствительные слои
невозможно ни недоэкспонировать, ни
переэкспонировать. При условии
стабильности мощности излучения это
позволяет получить большую резкость
элементов изображения - так называемую
«жесткую точку» и обеспечить качественное
воспроизведение высоких светов и
глубоких теней. Для термочувствительных
пластин на металлической подложке
дополнительно появляется еще один
эффект, позволяющий повысить качество
элементов изображения. Связан он с
дополнительным отражением излучения
от подложки и, как следствие, усилением
эффекта воздействия излучения. Это
приводит к уменьшению размытия в зоне
действия излучения и повышению резкости.
Тиражестойкость. Печатные формы, изготовленные на светочувствительных и термочувствительных формных пластинах на металлической подложке, обладают тиражестойкостью от 100 до 400 тыс. отт. Она может быть дополнительно повышена термообработкой на некоторых типах форм до 1 млн. отт. Тиражестойкость форм на полимерной подложке составляет 10-15 тыс. отт.