

4.4.2.5 Погрузка и центровка редуктора по теоретической оси валопровода
- на фундаменты под редуктор выложить дубовые подкладки размером 100 100 25 мм;
- перед погрузкой редуктора, провести его наружный осмотр и метчиком М20 пройти отверстия в лапах под откидные болты;
- погрузить редуктор на фундамент (на подкладки);
- на фундамент установить отжимные приспособления для перемещения двигателя в горизонтальной плоскости ( 4 шт. - "вперёд - назад" , 4 шт. - "влево - вправо" ); ввернуть 8 отжимных болтов для перемещения редуктора в вертикальной плоскости;
- установить с помощью отжимных приспособлений редуктор на фундаменте таким образом, чтобы кормовые отверстия лапы совпадали с риской центров отверстий, нанесённых на расстояние 170+ 2 мм в нос от 175шп;
- установить редуктор на отжимных болтах;
- закрепить на фланце вала проставыша кронштейн для визирной трубы ВТ-4;
- установить на шергене мишень для центровки визирной трубы с осью редуктора;
- установить и закрепить на кронштейне визирную трубу ВТ-4;
- отцентровать с осью редуктора визирную трубу ВТ-4;
- отцентровать редуктор по теоретической оси валопровода по мишеням на 175шп. (сначала в горизонтальной плоскости, затем в вертикальной с помощью отжимных болтов и боковых упоров на фундаменте редуктор; смещение редуктора по дальнейшей мишени устраняются измерением угла наклона редуктора, а по нижней - параллельным перемещениям редуктора (точность - 0,2 мм)(рисунок 4.1);
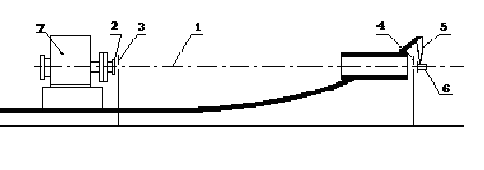
Рисунок 4.1 - Центровка редуктора
1 – теоретическая ось валопровода; 2 – выходной фланец упорного вала (упорный подшипник встроен в ГД); 3 – зеркальная мишень; 4 – контрольная мишень; 5 – шергень; 6 – лазерная трубка; 7 – редуктор.
Положение редуктора на фундаменте должно быть следующим:
- фланец вала проставыша на расстоянии 50 + 2 мм от 175шп.;
- расстояние между опорными поверхностями редуктора и фундаментом в пределах 10-15 мм ;
- отверстия под крепёжные болты не должны попадать на вертикальные листы фундамента;
- фундаментная рама редуктора не должна свисать с полок фундамента более чем на 5 мм;
- редуктор не должен иметь крен более 3 мм на его ширине;
- сдать ОТК установку редуктора и пробивку теоретической оси валопровода;
4.4.2.6 Центровка и монтаж главного двигателя
Центровка главного двигателя к ведущему валу редуктора производится с помощью двух пар стрел. Измерения производим при совместном проворачивании валов.
a, b, c, d — произвольные в изначальном положении.
Для определения δ и φ необходимо определить изменение этих величин при проворачивании валов на 90, 180, 270 градусов.
a, b, c , d — измеряются щупами или индикаторами.
Монтаж главного двигателя (ГД) будем производить на амортизаторах. Процесс монтажа ГД производим в следующей последовательности:
Подготовка опорной поверхности фундамента:
- Производим обработку опорной поверхности фундамента переносным фрезерным станком;
- Производим погрузку в МО и установку на опорной поверхности фундамента кондуктора для сверления отверстий под амортизаторы;
- С применением переносного сверлильного станка сверлим отверстия;
- Обрабатываем шлифовальной машинкой опорную поверхность фундамента в местах установки амортизаторов.
Подготовка амортизаторов:
- В механообрабатывающем цехе производим шлифовку нижних и верхних опорных поверхностей амортизаторов;
- Производим проверку деформации амортизаторов при статическом сжатии под воздействием номинальной нагрузки согласно ОСТ 38.05250-82;
- Производим раскладку амортизаторов с учетом величины деформации от номинальной нагрузки. Размещаем амортизаторы таким образом, чтобы величина их деформации уменьшалась в сторону маховика ГД. Подбираем симметрично располагаемые относительно оси фундамента амортизаторы с одинаковыми или близкими величинами деформации. Амортизаторы, расположенные симметрично относительно оси ГД и соседние в одном ряду, должны иметь разность деформаций не более чем 10%. Величины деформаций амортизаторов в комплекте под ГД должны отличаться друг от друга не более чем на 20%.
Подготовка к погрузке ГД:
- Устанавливаем на фундамент отжимные приспособления для перемещения ГД в горизонтальной плоскости;
- Располагаем амортизаторы на фундаменте согласно схеме раскладки. Проверяем качество прилегания амортизаторов к опорной поверхности фундамента;
- Расконсервируем и осматриваем опорную поверхность рамы ГД, обнаруженные дефекты устраняем. Монтируем на ГД погрузочное приспособление, поставляемое заводом-изготовителем.
Погрузка и монтаж ГД:
- На места некоторых амортизаторов на правой и левой полках фундамента выкладываем деревянные бруски;
- Грузим ГД на фундамент на деревянные брусья;
- Перемещая ГД в горизонтальной плоскости отжимными приспособлениями, совмещаем отверстия в раме ГД с отверстиями в амортизаторах. На штатных отжимных болтах приподнимаем ГД и убираем деревянные бруски, и устанавливаем оставшиеся амортизаторы;
- Проверяем соответствие центровки ГД с редуктором;
- Производим ряд замеров монтажных зазоров между амортизаторами и опорной поверхностью рамы ГД, которые сводятся в специальную таблицу;
- В механообрабатывающем цехе по данным таблицы производим обработку комплекта выравнивающих подкладок в перекос-кондукторе;
- Приподняв полки рамы ГД отжимными приспособлениями, раскладываем подкладки на амортизаторах в соответствии с нумерацией и схемой размещения, совмещаем отверстия под крепеж, опускаем ГД на опорную поверхность и вставляем крепежные болты и специальные шпильки;
- Крепим амортизаторы к фундаменту, а раму ГД к амортизаторам крепежными болтами и спец-шпилькой ключом с регулируемым предельным моментом. Проверяем прилегание подкладок к амортизаторам и опорной поверхности;
- Проверяем центровку в соединении ГД с редуктором.
Одновременно производим погрузку гребного вала, напрессовываем гребной винт и полумуфту.