

Обработка быстрорежущих сталей включает горячую деформацию для устранения карбидной неоднородности сфероидизирующий изотермически отжиг (смягчающая термообработка на НВ 250…300) перед изготовлением инструмента и окончательную термическую обработку: закалку с отпуском готового инструмента на HRC 63…68
Режим смягчающего отжига: аустенизация при 840…8600С, охлаждение со скоростью 30…400С/час до 720…7500С, выдержка не менее 4 ч, охлаждение со скоростью 40…500С/ч до 6000С и далее на воздухе.
11
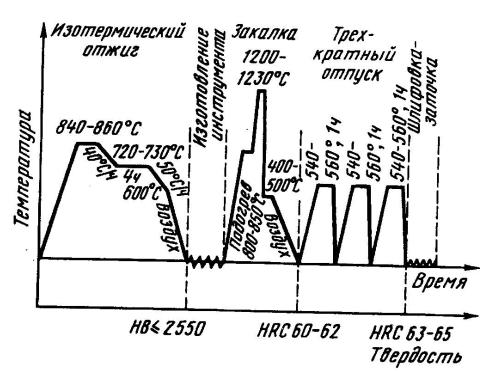
Закалка инструмента из быстрорежущей стали обычно проводится с аустенизацией в соляных ваннах (во избежание обезуглероживания). Нагрев под закалку вследствие низкой теплопроводности сталей проводят с предварительным подогревом при температуре 800…8500С (для выравнивания температуры).
Для сложного крупногабаритного инструмента сечением более 30 мм делают дополнительный подогрев при 400…5000С, иногда еще и при 1000…11000С.
Температура аустенизации выбирается высокой, чтобы перевести W в твердый раствор: Т=1200…12500С. После аустенизации сталь имеет структуру аустенит+Ме6С+VC.
Выдержка при температуре аустенизации не должна быть больше,
чем это необходимо для растворения карбидов, т.к. возможен рост |
|
зерен. |
12 |
|
|
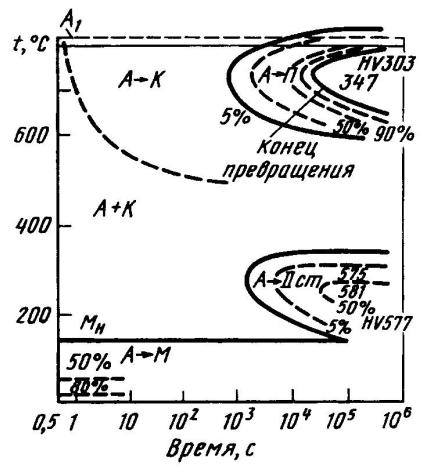
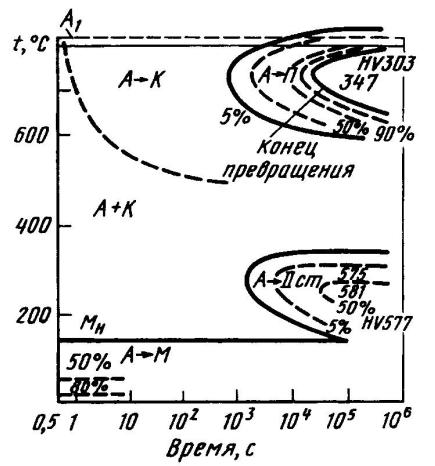
Диаграмма изотермического распада аустенита быстрорежущих сталей характеризуется двумя С-кривыми, соответствующими перлитному и бейнитному превращениям. Аустенит устойчив в области перлитного превращения, поэтому закалку можно проводить на воздухе. Но при температурах 800…5500С даже при небольших выдержках происходит выделение специальных карбидов типа Ме6С (пунктирная
линия), что приводит к обеднению твердого раствора легирующими
элементами и к снижению красностойкости. Поэтому охлаждение при закалке проводят либо в масле, либо в горячей среде с выдержкой при 400…5000С. Такая выдержка не вызывает выделения карбидов, распада аустенита и не влияет на температуру мартенситного превращения. Ступенчатая закалка позволяет выровнять
температуру по сечению инструмента и избежать коробления.
13
Температура мартенситного превращения составляет (Мн=150…2000С). При охлаждении
до комнатной температуры остается нераспавшимся 20…25% аустенита.
После закалки фазовый состав быстрорежущих сталей: М + (20… 30%) Аост. + (7…15%) нерастворившиеся карбиды.
14
Отпуск быстрорежущих сталей проводится для снижения объема остаточного аустенита до 1% и на вторичное твердение за счет выделения VC.
В зависимости от температуры отпуска происходит выделение следующих карбидов:
1)при Т=300…4500С выделяется легированный цементит Ме3С; 2)при Т=400…4250С – CrXCY;
3)при Т=525…6500С – VC+(W, Mo)2C. При этом пока не выделится VC, (W, Mo)2C не выделяется;
4)при Т=650…7500С – Cr7C3 (отсюда при 6200С происходит
потеря красностойкости);
5)при Т=750…8000С – Cr23C6.
15
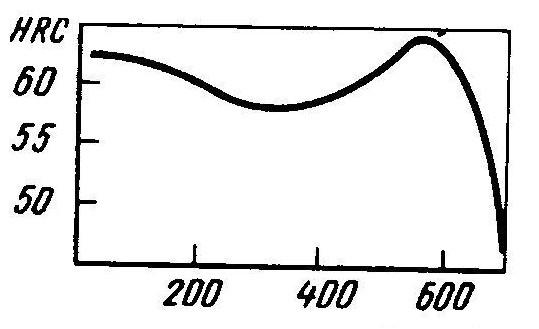
Влияние температуры отпуска на твердость стали Р6М5. Снижение твердости до 4000С связано с образованием карбидов цементитного типа. Максимальная твердость достигается при температуре 540…5600С, что связано с появлением карбидов МеС. и Ме2С. Резкое уменьшение твердости при более высоких
температурах связано с выделением карбидов Ме6С и Ме23С6.
16
В результате выделения карбидов из аустенита Мн повышается до
3000С и при последующей закалке происходит частичное мартенситное превращение. Полное превращение остаточного аустенита в мартенсит возможно после нескольких циклов нагрева и охлаждения.
Выделение мелкодисперсных карбидов (W, Mo)2C из остаточного
аустенита вносит значительный вклад в дисперсионное твердение. Многократный (2-4 ступени) отпуск с промежуточными закалками
обеспечивает также отпуск мартенсита, образовавшегося при предшествующей закалке.
После многократного отпуска структура представлена специальными карбидами – 20…25%, остаточным аустенитом – 1… 2% и отпущенным мартенситом (остальное, в т.ч. 3…4% неотпущенного).
17
Штамповые стали
Применяются для изготовления инструмента, предназначенного
для изменения формы материала деформированием. Штамповые стали делят на стали для холодного
деформирования и стали для горячего деформирования. Штамповые стали легируют Cr, W, Mo, V, Si, иногда Ni, Mn, Co, Ti. Увеличение содержания легирующих элементов благоприятно
влияет на прокаливаемость и на склонность к дисперсионному твердению.
Стали для холодного деформирования.
Х12, Х12ВМ, 8Х4В2С2МФ, 7ХГНМ.
Эти стали должны иметь высокую твердость, износостойкость и повышенную вязкость. При больших скоростях деформирования штампы разогреваются до 3000С и необходима теплостойкость.
По свойствам штамповые легированные стали для холодного деформирования делят на:
стали с умеренным сопротивлением пластической деформации; стали с высоким сопротивлением пластической деформации.
18
Стали с умеренным сопротивлением пластической деформации –
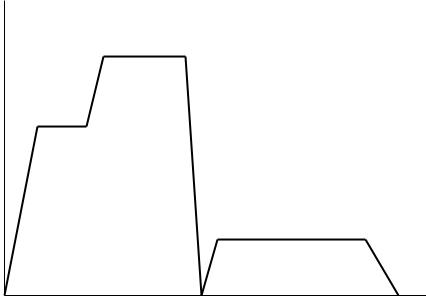
термообрабатывают на первичную твердость (Х12, Х6ВФ4). Термическая обработка этих сталей заключается в закалке от высоких температур (950…10500С) и низком отпуске (150…2500С – 1,5…2,5 ч). Вследствие пониженной теплопроводности нагрев под закалку осуществляют с предварительным подогревом при 650… 7000С. После закалки структура представляет собой мартенсит, карбиды цементитного типа или типа Ме23С6.
950…10500С
650…7000С
150…2500С
19
Стали с высоким сопротивлением пластической деформации.
6Х4М2ФС, 8Х4В2С2МФ.
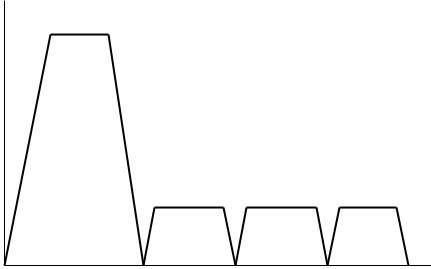
Штамповые стали, легированные Mo, W и V упрочняются за счет дисперсионного (вторичного) твердения. Термическая обработка таких сталей состоит из закалки с более высоких температур для повышения легированности аустенита (1110…11300С) и многократном (3…4 стадии продолжительностью по 1…1,5 ч) высоком отпуске при 490…5300С. В результате отпуска происходит выделение мелкодисперсных карбидов и образование мартенсита из остаточного аустенита.
1110…11300С |
490… |
5300С |
20