

Рекристаллизационный отжиг
Рекристаллизационный отжиг – нагрев металла для устранения наклепа, созданного холодной пластической деформацией. Нагрев осуществляют выше температурного порога рекристаллизации с последующей выдержкой.
Температурный порог рекристаллизации Fe сильно зависит от его чистоты. После большой пластической деформации при T=20 °С
-очень чистое карбонильное железо рекристаллизуется при 350 °С;
-железо, полученное вакуумным переплавом при 450 °С,
-техническое железо - при 500 °С.
Cильное тормозящее воздействие на развитие рекристаллизации железа оказывают в порядке возрастания Cr Со Мо W.
Влияния примесей и легирующих элементов
вобласти малых концентраций
-существенную роль играет взаимодействие атомов с дислокациями. Введение небольших добавок обычно вызывает резкое повышение tнр.
вобласти больших концентраций
-основное влияние на положение tнp оказывает изменение прочности
межатомных связей и диффузионной подвижности. tнp снижается11 .

Гетерогенные сплавы
Развития процессов рекристаллизации зависит от объемной доли, дисперсности и морфологии твердых частиц второй фазы.
В сплавах с крупными частицами и большими расстояниями между ними рекристаллизация происходит быстрее, чем при отсутствии частиц.
Если частицы второй фазы дисперсны и расстояния между ними малы, то наблюдается повышение tнp.
Рекристаллизационный отжиг холоднодеформированных углеродистых и легированных сталей осуществляется ниже критической точки Ас1, при
температурах 600...720 °С.
Значительно реже нагрев производится в межкритическом интервале Ас1 - Ас3.
12
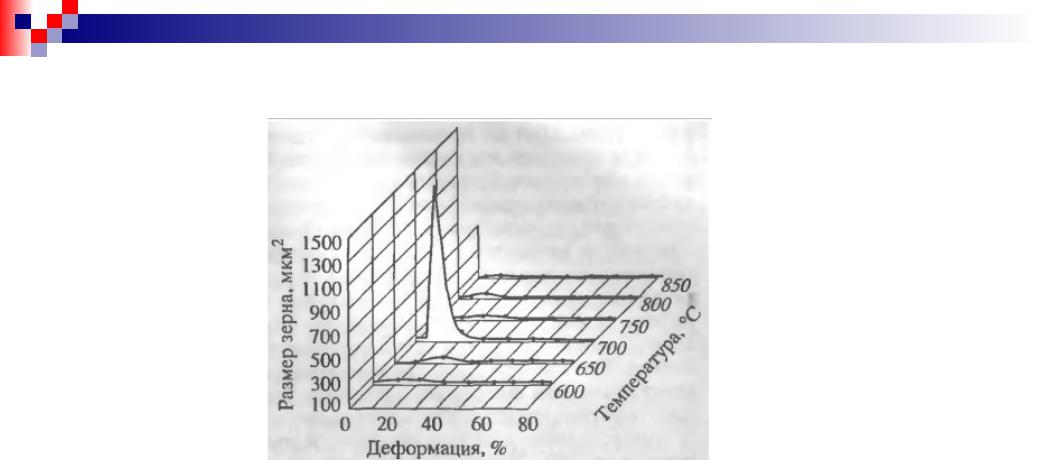
Диаграмма рекристаллизации холоднокатаной низкоуглеродистой стали 08
Рекристаллизационный отжиг широко применяется на металлургических заводах при производстве листов, лент, труб, прутков и проволоки с использованием методов холодной обработки давлением.
Рекристаллизационный отжиг листа должен обеспечить формирование определенного размера ферритного зерна (6-8 баллов).
13

Режим рекристаллизационного отжига зависит от того, обрабатывается холоднокатаный лист в рулонах в печах периодического действия или в развернутом виде в печах непрерывного действия.
Отжиг листов в камерных печах проводится при 640...710 °С. Нагрев выше точки Ас1, в межкритический интервал не применяется, так как в листе возникает
разнозернистость, вызванная частичной перекристаллизацией. Разнозернистость ухудшает способность стали к глубокой вытяжке при штамповке.
Нагрев рулонов при отжиге осуществляется со скоростью 10... 50 град/ч с последующей выдержкой (от 4 до 20 ч). После окончания выдержки следует медленное охлаждение со скоростью 5...15 град/ч до температур порядка 100...150 °С.
Непрерывный отжиг листа в развернутом виде характеризуется высокими скоростями нагрева и охлаждения. Нагрев осуществляется до 700...720 °С с выдержками, не превышающими несколько десятков секунд. При таком режиме обработки формируется мелкозернистая структура феррита, что вызывает определенное повышение прочности и уменьшение способности к вытяжке.
14

Отжиг для уменьшения остаточных напряжений
Напряжения, уравновешивающиеся в объеме всего тела или отдельных его макрочастей, называют зональными или
напряжениями I рода,
Напряжений, уравновешивающихся в объеме отдельных кристаллитов или их частей, называются микронапряжениями или
напряжениями II рода
Отжиг для уменьшения остаточных напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация зональных остаточных напряжений.
15

Различают термические и фазовые (структурные) внутренние напряжения, которые возникают соответственно в результате термического сжатия или расширения и фазовых превращений в твердом состоянии.
Внутренние напряжения могут возникнуть практически при любой обработке, причем одна технологическая операция может привести к созданию разных по своему происхождению остаточных напряжений: термических, фазовых и напряжений от неоднородной пластической деформации.
Например: При горячей обработке давлением, возникают напряжении:
из-за неоднородной пластической деформации,
термические, а также фазовые напряжения, если горячедеформированный сплав охлаждается ускоренно и в нем протекает фазовое превращение.
При литье, сварке и закалке возникают термические и фазовые напряжения.
16

Возникновение остаточных напряжений в полосе из-за разного обжатия центральных и крайних слоев при прокатке в бочкообразных валках:
1 – полоса до прокатки;
2 – полоса после прокатки;
3 – центральный слой полосы в случае свободной вытяжки (без взаимодействия с соседними слоями)
17

Особенно опасны растягивающие напряжения при трехосном растяжении когда создаются благоприятные условия для хрупкого разрушения. Остаточные напряжения особенно опасны в изделиях из малопластичных сплавов и таких, которые становятся хрупкими при понижении температуры.
Создавая контролируемые остаточные напряжения, которые вычитаются из рабочих напряжений, можно повысить эксплуатационные свойства металла. Чаще всего в поверхностном слое намеренно создают сжимающие остаточные напряжения, которые уменьшают опасные растягивающие рабочие напряжения. С этой целью применяют дробеструйный наклеп, азотирование и другие виды поверхностной обработки металлов.
18

Для уменьшения остаточных напряжений может быть использована специальная термическая обработка - отжиг, при котором нагрев осуществляют до температур, лежащих ниже точки Ас1. Как правило, отжиг проводится в интервале 450...650 °С,
так как при более низких температурах предел текучести большинства сталей остается достаточно высоким. Длительность отжига обычно устанавливают экспериментально.
В ряде случаев, например после шлифовки, отжигу для уменьшения внутренних напряжений подвергают закаленные и низкоотпущенные изделия. Тогда нагрев осуществляют до температур 100... 150 °С с длительными выдержками (до 100 ч и более). Однако следует учитывать, что после такого отжига сохраняется значительная доля остаточных напряжений.
19

Остаточные напряжения при отжиге уменьшаются двумя путями:
1)вследствие пластической деформации в условиях, когда эти напряжения превысят предел текучести;
2)в результате ползучести при напряжениях меньше предела текучести.
Схема влияния |
Уменьшение остаточных |
температуры на |
напряжений с |
остаточные напряжения |
увеличением времени |
1 и предел текучести 2. |
выдержки при двух |
|
температурах (t2>t1) |
20