

5. Оформление чертежа поковки
Припуски и допуски определяют в соответствии с ГОСТ 7505-89, ориентировочно учитывая превышение массы поковки с массой готовой детали на 20-70%. После расчета припусков, допусков и назначения напусков уточняют массу и степень сложности поковки.
В массу поковки не входит масса той ее части, которая не подвергается деформации, а также масса облоя.
Штамповочные уклоны. Максимальные значения штамповочных уклонов оговорены ГОСТ 7505-89. С учетом формы детали, соотношения размеров и особенностей штамповки: наружные уклоны назначают не более 5 на участках поковки, выполняемых в матрицах, внутренние – не более 7; внутренние в полостях, выполняемых пуансоном, - не более 3. В некоторых случаях штамповочные уклоны на наружные поверхности, параллельные перемещению ползуна, не назначают или уменьшают.
Радиусы закруглений определяют расчетом в зависимости от величины припусков на сопрягаемых поверхностях их расположения.
Для наружных поверхностей упрощенно можно принять
![]() ,
(23)
,
(23)
где n и n1 – припуски на обработку резанием, мм;
С - размер фаски.
Введение фасок расширяет возможность применения больших радиусов закругления и допусков на них, что повышает технологичность конструкции, при отсутствии фасок величина С не учитывается.
Полученные расчетом величины радиусов следует округлить до ближайшего большего значения из следующего ряда: 0,8; 1,0; 1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 8; 10; 12;15;20; 25.
Допускаемые отклонения формы поковки определяют по ГОСТ 7505-89.
6. Пример проектирования поковки, полученной на гкм Исходные данные
Деталь – полуось (см. рис. 47); штамповочное оборудование – ГКМ; материал детали – сталь 45Г (по ГОСТ 4543): 0,12 - 0,50% С; 0,70 – 1,0% Mn; 0,17 – 0,37% Si; масса детали – 16,5 кг.
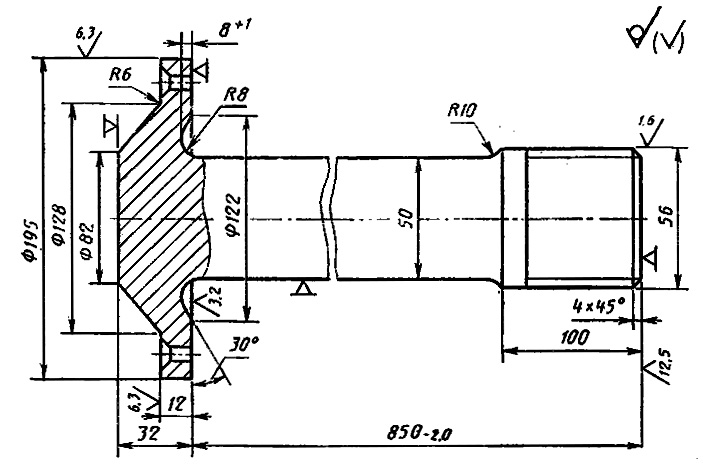
Рис. 47
Расчет
Согласно табл. 3 приложения 2 находим коэффициент для определения расчетной массы поковки: Кр = 1,4. Расчетная масса поковки:
 кг.
кг.Класс точности – Т4 (по табл. 2 приложения 2).
Средняя массовая доля углерода в стали 45Г составляет 0,46%, суммарная массовая доля легирующих элементов – 1,12% (0,27% Si + 0,85% Mn). На основании этого группа стали – М2 (по табл. 1 приложения 2).
Степень сложности – С4 (по п. 2.4.4. приложения 2).
5. Исходный индекс (по табл. 4 приложения 2) – 16
6. Припуски и напуски:
Основные припуски на размеры (см. табл. 5 приложения 2), мм:
диаметр 195 мм и чистота поверхности 6,3 – 3,0;
диаметр 56 мм и чистота поверхности 1,6 – 2,5;
толщина 12 мм и чистота поверхности 6,3 – 2,3;
толщина 12 мм и чистота поверхности 3,2 – 2,5;
толщина 32 мм и чистота поверхности 3,2 – 2,5;
толщина 100 мм и чистота поверхности 12,5 – 2,4;
Дополнительные припуски, учитывающие:
смещение поковки по поверхности разъема штампа (табл. 6 приложения 2) – 0,3 мм;
изогнутость, отклонение от плоскостности и прямолинейности (см. табл. 7 приложения 2) – 0,3 мм:
диаметр 195 – 0,5:
диаметр 56 – 0,3.
7. Размеры поковки и ее допускаемые отклонения (рис. 48).
7.1. Размеры поковки, мм:
диаметр 195 + (3,0 + 0,3 + 0,5) 2 = 202,6 принимается 202,5;
диаметр 56 + (2,5 + 0,3 + 0,3) 2 = 62,2 принимается 62;
толщина 32 +2,5 + 0,3 + 0,5 = 35,3 принимается 35,5;
толщина 100 + 2,4 + 0,3 = 102,7 принимается 103;
длина 850 + (2,4 + 0,3) – (2,5 + 0,3 + 0,5) = 849,4 принимается 849,5
7.2. Радиусы закругления наружных углов, мм (см. табл. 9 приложения 2):
фланца – 3,0;
шлицевого конца – 4,0.
7.3. Допускаемые отклонения размеров (по табл. 10 приложения 2), мм:
диаметр
диаметр
толщина
|
толщина
толщина
диаметр
|
7.4. Неуказанные предельные отклонения размеров – по п. 5.5. приложения 2.
7.5. Допускаемая высота торцевого заусенца (см. табл. 13 приложения 2), мм:
фланца – 9; шлицевого конца – 7.
7.6. Допускаемое отклонение от изогнутости, от плоскостности и от прямолинейности (табл. 14 приложения 2), мм:
фланца – 1,0; шлицевого конца – 0,6; всей поковки – 2,0.
7.7. Допускаемая величина смещения по поверхности разъема штампа 0,8 мм – по табл. 11 приложения 2.
Пример нанесения размеров на чертеже поковки на ГКМ (ГОСТ 7505-89)
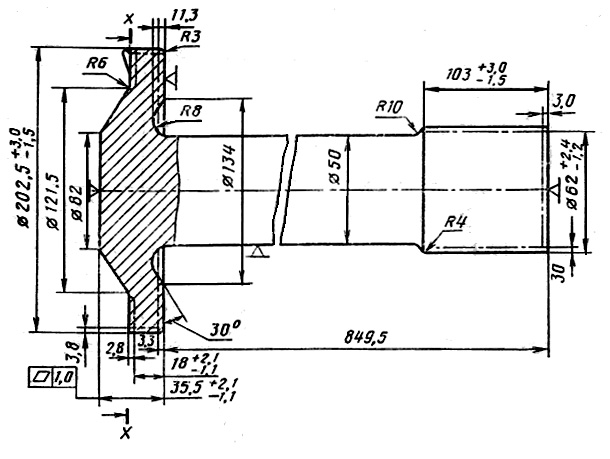
Рис. 48