

3. Разработка технологического процесса
При разработке ТП необходимо учитывать следующие основные моменты.
В первом ручье должна быть зафиксирована с помощью упора и высажена определенная часть прутка, необходимая для штамповки или ее части.
В каждом предыдущем переходе, начиная с первого, в заготовке должна быть создана специальная опорная поверхность, в которой ее центрируют или устанавливают в следующем переходе.
Диаметр прутка надо выбирать возможно большим, т.к. при малом диаметре может потребоваться дополнительный наборный переход для предупреждения изгиба высаживаемой части.
Штамповка поковок в пуансоне предпочтительнее, т.к. при этом достигается большая их точность, а также прочность и упрощение конструкции инструментом и т.д.
Изготовление поковок высадкой. Начальную высадку можно производить в матрице или пуансоне. Различают высадку без изгиба (свободную) или с ограниченным изгибом (на ограниченный диаметр).
За
один ход ползуна машины при свободной
высадке (рис. 45) можно высадить круглую
заготовку (пруток) на любой диаметр,
если длина высаживаемой части заготовки
![]() .
В противном случае заготовка изгибается
и на ней образуется зажим (рис. 46).
.
В противном случае заготовка изгибается
и на ней образуется зажим (рис. 46).
При несвободной высадке высаживают в наборном переходе, перед окончательной высадкой – в формовочном переходе.
Ограничение свободной высадки плоским пуансоном

Рис. 45
Образование зажима при отношении lb/d > 2,5
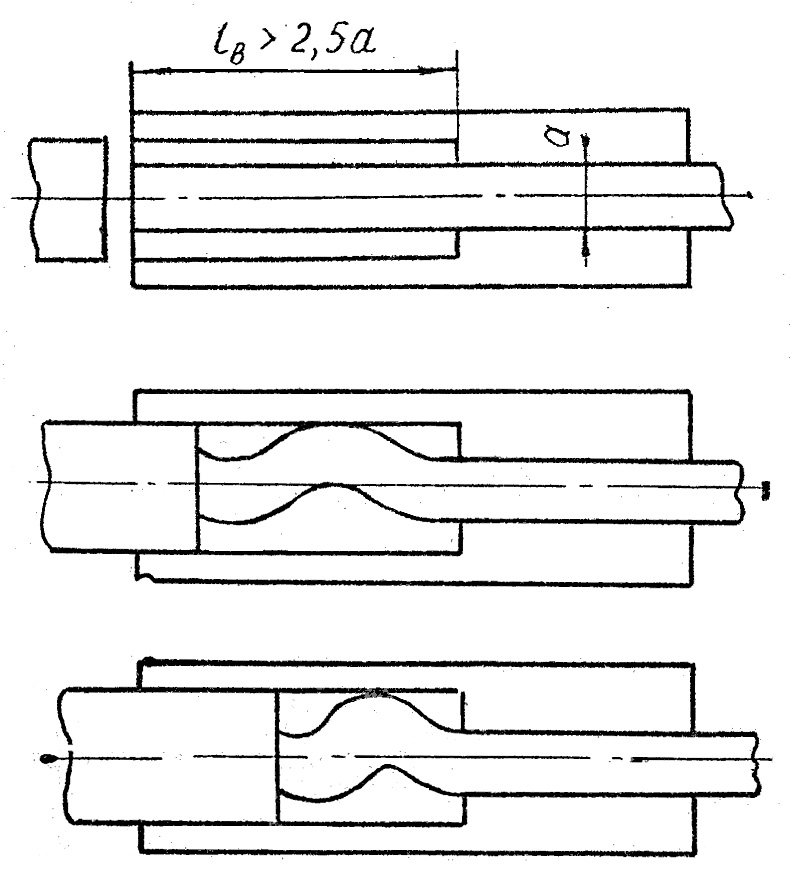
Рис. 46
Наибольшее
распространение получила высадка в
коническом наборном ручье пуансона.
Здесь высадка зависит от отношений
![]() ,
которые подразделяют на
,
которые подразделяют на
![]() и
и
![]() (рис. 47).
(рис. 47).
Высадка в коническом пуансоне при lв<11d
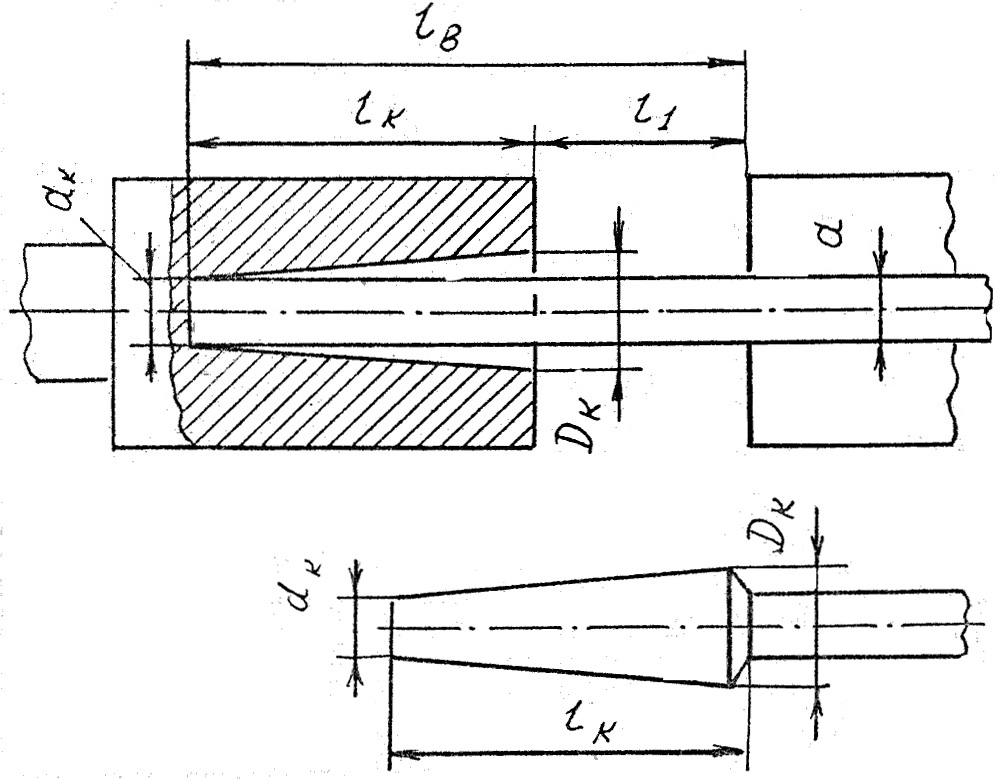
Рис. 47
Если длина высаженной части оказывается слишком большой, по сравнению с ее средним диаметром (lк>2,5dср) и последующая свободная снова невозможна, необходим дополнительный наборный переход.
4. Определение необходимого усилия штамповки и выбор гкм
При штамповке в закрытых формовочных и прошивочных ручьях усилие
![]() ,
(21)
,
(21)
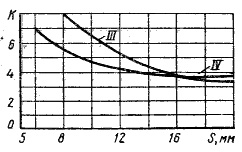
где D - диаметр поковки (при высадке в конусной полости пуансона D - наибольший диаметр);
- предел прочности при температуре окончания штамповки;
К - коэффициент, определяемый в зависимости от вида штамповки на ГКМ по табл. 14, для наборных переходов К = 1.
Таблица 14
Коэффициент К для определения усилия штамповки в закрытых формовочных и
прошивочных ручьях ГКМ
|
I |
II |
III |
IV |
Тип и эскиз операции |
|
|
|
|
Значение коэффициента К |
|
|
||
Примечание. В операциях типа IV (прошивка с радиальной раздачей металла) фланец подготовляют в предыдущем ручье |
||||


Определив Р, подбирают ГКМ по каталогу в зависимости также от высоты штамповочного пространства.
Для поковок наружной формы необходимое усилие для штамповки определяют, ориентируясь на приведенный диаметр
![]() ,
(22)
,
(22)
где Fп - площадь проекции поковки в плане.