

Лабораторная работа № 4 штамповка на горизонтально-ковочных машинах (гкм)
1. Особенности штамповки на гкм
Горизонтально-ковочная машина (ГКМ) представляет собой горизонтальный механический пресс, в котором кроме главного деформирующего ползуна есть дополнительный ползун, который зажимает недеформируемую часть прутка, обеспечивая высадку деформируемой части прутка (рис. 43).
Схема штамповки на ГКМ
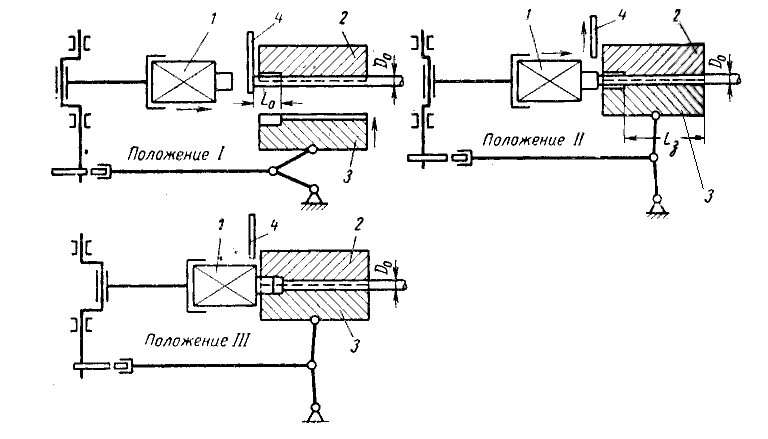
1 – блок пуансонов, 2 – неподвижный блок матриц,
3 – подвижный блок матриц, 4 - упор
Рис. 43
Штампы ГКМ отличаются наличием двух разъемов. Один разъем проходит между пуансоном, закрепленным в ползуне, и матрицами. Второй разъем находится между подвижной и неподвижной матрицами.
Основными операциями при штамповке на ГКМ являются высадка, прошивка и сквозная прошивка (рис. 44). ГКМ предназначены для штамповки из пруткового материала высадкой и прошивкой поковок, форма которой близка к форме тел вращения.
Схемы основных операций при штамповке на ГКМ
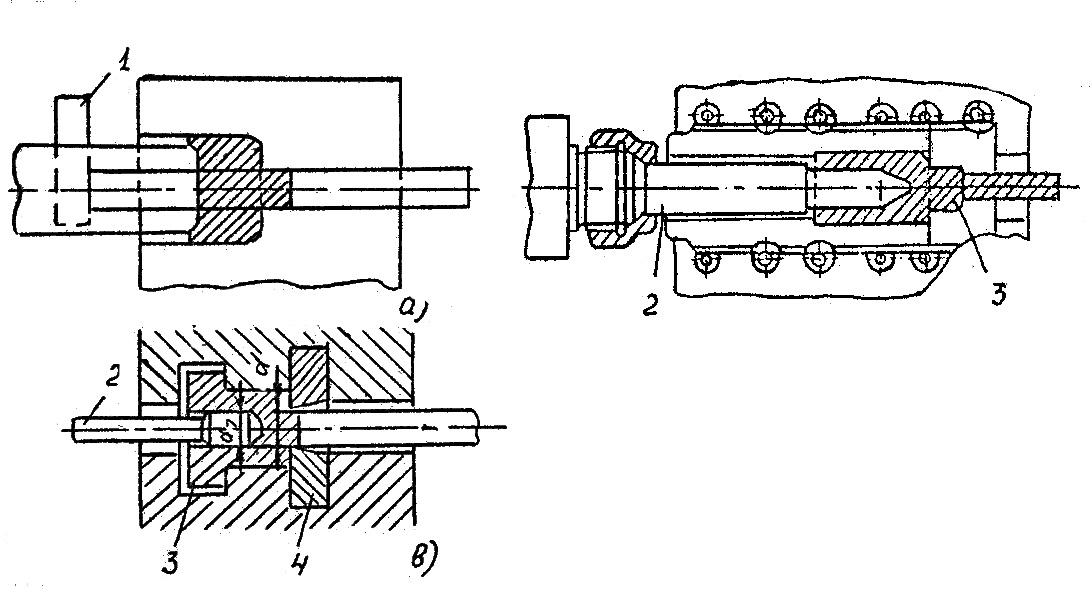
Рис. 44
К преимуществам штамповки на ГКМ можно отнести следующее.
Точность штамповки таких деталей, которые на другом оборудовании рационально изготовить нельзя, например, поковки типа стержня с головкой.
Экономию металла за счет штамповки преимущественно в закрытых штампах и отсутствие в отдельных случаях штамповочных уклонов.
Получение поковок высокого качества.
Возможность применения вставок для ручьев, в результате чего экономится штамповая сталь.
Безударную, спокойную и безопасную работу.
Легкость автоматизации.
К недостаткам штамповки на ГКМ относятся:
Меньшая универсальность по сравнению с молотами и прессами, ограниченная номенклатура поковок, относительно небольшие размеры и масса поковок (до 150 кг).
Низкая стойкость из-за недостаточной точности дозирования высаживаемой части прутка и использования закрытых штампов.
Высокая стоимость (в 1,5 раза выше стоимость ГКШП той же мощности).
2. Классификация поковок на гкм
В зависимости от конфигурации поковок выделяют основные группы (табл. 13):
Таблица 13
Классификация поковок, штампуемых на ГКМ
Группа |
Примеры поковок |
||
I |
|
|
|
II |
|
|
|
III |
|
|
|
IV |
|
|
|
V |
|
|
|
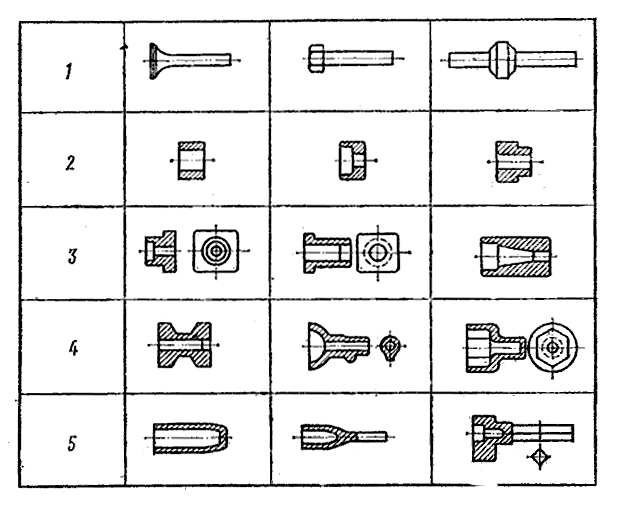
I группа – поковки типа стержня с утолщением. Размеры поперечного сечения исходной заготовки сохраняются в стержневой части поковки неизменными. Формообразование осуществляется высадкой. При наличии двух концевых утолщений штамповка производится с поворотом заготовки на 180 от переднего и заднего упоров.
II группа – поковки типа колец и втулок. Размеры поперечного сечения по сравнению с исходной заготовкой изменяются на всех участках заготовки. Формоизменение поковки осуществляется высадкой и прошивкой, а заканчивается операцией пробивки.
Поковки типа колец характеризуются отношением высоты к диаметру H/D0,7. При штамповке характерно совмещение операций высадки и прошивки.
Поковки типа втулок имеют отношение высоты к наружному H/D>0,7.
III группа – поковки с полостями (глухими отверстиями). По конфигурации наружных и внутренних поверхностей поковки этой группы аналогичны поковкам II группы, а в технологическом отношении отличаются отсутствием операции пробивки.
IV группа – полые поковки, штампуемые из труб. Размеры поперечных сечений изменяются преимущественно на концевых участках. Формоизменение осуществляется высадкой и раздачей (или высадкой с раздачей), а также обжимом.
V группа – поковки смешанной группы, при изготовлении которых необходимы сочетания операций, указанных для поковок первых трех групп, а также дополнительных операций, не характерных для ГКМ – выдавливания, сплющивания, гибки и т.д.