

5. Оформление чертежа поковки
Чертеж поковки, штампуемой на КГШП, составляют по тем же правилам, что и поковки, штампуемой на молоте. Припуски и допуски на поковки назначают в соответствии с ГОСТ 7505-89. При штамповке выдавливанием припуски обычно устанавливают только для шлифования.
Для поковки с высокими ребрами, толстыми фланцами, при наличии в штампах выталкивателей целесообразно задавать малые штамповочные уклоны: 3-5 на внешних поверхностях и 7 - на внутренних. В результате этого значительно снижается масса поковки. Для низких поковок с тонкими фланцами, невысокими ребрами и ступицами увеличение штамповочных уклонов существенно не влияет на экономию металла и их принимают равными 5-7.
Радиусы закруглений для поковок, штампуемых на КГШП, а также наметки отверстий и перемычек под прошивку устанавливают по той же методике, что и для молотовых поковок.
Вмятины от окалины, зарубины, царапины, забоины не должны превышать половины припуска.
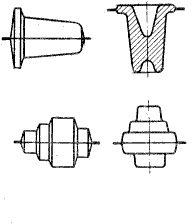
При штамповке КГШП получают поковки, более близкие по форме к готовой детали, более точные по размерам, чем при штамповке на молотах (рис. 39), а также поковки удлиненной формы (штамповка осадкой в торец, рис. 40), что упрощает линию разъема и конструкцию штампов. Для поковок, штампуемых выдавливанием, линию разъема обычно устанавливают по верхней наружной поверхности поковки.
Линия разъема поковок при штамповке

а – штамповка на молотах, б – штамповка на КГШП
Рис. 39
Выбор линии разъема поковок при штамповке
-
а б
в г
а, в – штамповка на молотах,
б, г –штамповка на КГШП
Рис. 40
6. Пример проектирования поковки на кгшп Исходные данные
Деталь – втулка (см. рис. 41); штамповочное оборудование – КГШП; материал детали – сталь 65 (по ГОСТ 14959): 0,62-0,7% С; 0,50 – 0,80% Mn; 0,17 – 0,37% Si; до 0,25% Cr; масса детали – 5,40 кг.
Расчет
Согласно табл. 3 приложения 2 находим коэффициент для определения расчетной массы поковки: Кр = 1,6. Расчетная масса поковки:
 кг.
кг.Класс точности – Т3 (по табл. 2 приложения 2).
Средняя массовая доля углерода в стали 65 составляет 0,68%, суммарная массовая доля легирующих элементов – 1,04% (0,27% Si + 0,65% Mn + 0,12% Cr). На основании табл. 1 приложения 2 группа стали – М3.
Размеры описывающей поковку фигуры (цилиндр), мм: диаметр – 147 (1401,05); длина – 84 (801,05), где 1,05 – коэффициент. Масса описывающей фигуры (расчетная):
![]() .
.
Gп/Gф = 8,6/11,2 = 0,77.
Степень сложности – С1 (см. п. 2.4.4. приложения 2)
Исходный индекс (по табл. 4 приложения 2) – 12

Рис. 41
Припуски и напуски:
Основные припуски на размеры (см. табл. 5 приложения 2), мм:
диаметр 140 мм и чистота поверхности 12,5 – 1,5;
диаметр 120 мм и чистота поверхности 1,6 – 1,8;
толщина 80 мм и чистота поверхности 6,3 – 2,0;
толщина 80 мм и чистота поверхности 12,5 – 1,7;
толщина 12 мм и чистота поверхности 12,5 – 1,6;
толщина 12 мм и чистота поверхности 1,6 – 1,6;
диаметр впадины 65 мм и чистота поверхности 6,3 – 1,7;
диаметр впадины 60 мм и чистота поверхности 12,5 – 1,7.
Дополнительные припуски, учитывающие:
смещение поковки по поверхности разъема (табл. 6 приложения 2) – 0,3 мм;
отклонение от плоскостности (табл. 7 приложения 2) – 0,3 мм.
Штамповочный уклон (табл. 16 приложения 2):
на наружной поверхности – не более 5, принимается 3;
на внутренней поверхности – не более 7, принимается 7.
6. Размеры поковки и ее допускаемые отклонения (см. рис. 42).
6.1. Размеры поковки, мм:
диаметр 140 + (1,5 + 0,3) 2 = 143,6 принимается 144;
диаметр 120 + (1,8 + 0,3) 2 = 124,2 принимается 124;
диаметр 65 - (1,7 + 0,3) 2 = 61 принимается 61;
толщина 80 +1,7 + 2,0 + 0,3 2 = 84, принимается 84;
толщина 12 + 1,7 + 1,6 + 0,3 2 = 15,9 принимается 16;
глубина (см. п.6.4. приложения 2) 60 0,8 = 48,8 принимается 50.
6.2. Радиусы закругления наружных углов на глубину полости ручья штампа, мм (см. табл. 9 приложения 2):
до 50 – не менее 3, принимается 5;
св. 50 – не менее 3, принимается 4.
6.3. Допускаемые отклонения размеров (по табл. 10 приложения 2), мм:
диаметр
диаметр
диаметр
|
глубина
толщина
толщина
|
6.4. Неуказанные предельные отклонения размеров – по п. 5.5. приложения 2.
6.5. Допускаемое отклонение от плоскостности 0,6 мм – по табл. 14 приложения 2.
6.6. Допускаемая величина остаточного облоя 0,8 мм - по табл. 12 приложения 2.
6.7. Допускаемая величина смещения по поверхности разъема штампа 0,7 мм – по табл. 11 приложения 2.
Пример нанесения размеров на чертеже молотовой поковки (ГОСТ 7505-89)
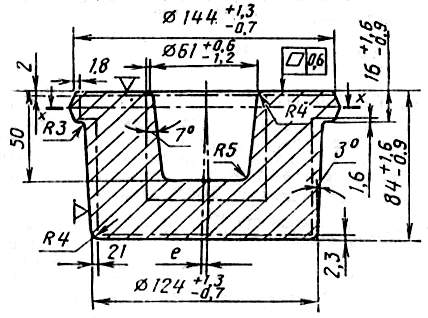
Рис. 42