

8. Правила оформления чертежа поковки.
Чертеж поковки рекомендуется составлять в масштабе 1:1.
Контуры готовой детали следует вычерчивать штрихпунктирной или сплошной тонкой линией, наглядно показывающей наличие припусков и напусков. Размеры готовой детали можно проставлять в скобках под размерами поковки.
На чертеже можно не указывать размеры для построения линии разъема, припусков и напусков, а также рекомендуется избегать расстановки размеров от линии разъема, если она не совпадает с осевой. Необходимо указывать установочные базы для обработки резанием и от них проставить размеры с допусками. Размерные линии для нанесения размеров поверхности с уклонами проводят от вершины уклонов. Размеры поковки проставляют с учетом:
удобной проверки шаблонами размеров и форм поковки;
простоты разметки поковки при контроле;
удобной проверки припуска на чертеже.
В примечании к чертежу указывают: наименование (номер) поковки, степень ее сложности, марку и группу стали, точность изготовления, а также штамповочные уклоны и радиусы закруглений, не указанные на чертеже.
В технических требованиях необходимо указать: вид термообработки, способ очистки поверхности, допустимую величину остатков облоя после обрезки, а также глубину внешних дефектов и дефектов формы (сдвиг, несоостность отверстий и сечений, кривизну, коробление и т.п.).
По требованию потребителя в технические требования могут быть включены указания мест маркировки, механических испытаний и другие особые условия.
9. Пример проектирования молотовой поковки Исходные данные
Деталь – рычаг (см. рис. 29); штамповочное оборудование – паровоздушный штамповочный молот; материал детали – сталь 12Х2Н4А (по ГОСТ 4543): 0,09-0,15% С; 0,17 – 0,3% Si; 0,30 – 0,60% Mn; 1,25 – 1,65% Cr; 3,25 – 3,65% Ni; масса детали – 3,30 кг.
Расчет
Согласно табл.3 приложения 2 находим коэффициент для определения расчетной массы поковки: Кр = 1,3. Расчетная масса поковки:
 кг.
кг.Класс точности – Т5 (по табл. 2 приложения 2).
Чертеж детали

Рис. 29.
Средняя массовая доля углерода в стали 12Х2Н4А составляет 0,12%, суммарная массовая доля легирующих элементов – 5,62% (0,27% Si + 0,45% Mn + 1,45% Cr + 3,45 Ni). На основании этого группа стали – М3 (по табл. 1 приложения 2).
Размеры описывающей поковку фигуры (параллелепипед), мм: длина – 340 (определяется графически); высота – 67 (определяется графически); ширина – 67 (определяется по чертежу). Масса описывающей фигуры (расчетная):
![]()
Gп/Gф = 4,25/13,092 = 0,325.
Степень сложности – С2 (согласно п.2.4.4. приложения 2).
Исходный индекс (по табл. 4 приложения 2) – 16
Припуски и напуски:
Основные припуски на размеры (см. табл. 5 приложения 2), мм:
толщина 50 мм и чистота поверхности 3,2 – 2,7;
толщина 35 мм и чистота поверхности 3,2 – 2,5;
диаметр 40 мм и чистота поверхности 1,6 – 2,5;
диаметр 28 мм и чистота поверхности 1,6 – 2,3.
Дополнительные припуски, учитывающие:
смещение поковки по поверхности разъема штампа, мм (табл. 6 приложения 2):
диаметр 40 – 0,6;
диаметр 28 – 0,6;
отклонения о прямолинейности (табл. 7 приложения 2), мм:
толщина 50 – 0,8;
толщина 35 – 0,8.
отклонение межцентрового расстояния на размер 245 – 1,2 мм (табл. 8 приложения 2).
Штамповочный уклон (см. табл. 16 приложения 2):
на наружной поверхности – не более 7, принимается 7;
на внутренней поверхности – не более 10, принимается 10.
Расчет размеров поковки и ее допускаемых отклонений (см. рис. 30).
6.1. Размеры поковки, мм:
толщина 50 + (2,7 + 0,8) 2 = 57, принимается 57;
толщина 35 + (2,5 + 0,8) 2 = 41,6 принимается 41,5;
диаметр 40 - (2,5 + 0,6 + 1,2) 2 = 31,4 принимается 31;
диаметр 28 - (2,3 + 0,6 + 1,2) 2 = 19,4 принимается 19,5;
высота 100 + (2,7 – 2,5) = 100,2 принимается 100
6.2. Радиусы закругления наружных углов для глубины ручья 10 – 25 мм составляют 2,0 мм (табл. 9 приложения 2).
6.3. Допускаемые отклонения размеров (табл. 10 приложения 2), мм:
толщина
толщина
ширина
ширина
|
высота
длина
диаметр
диаметр
|
6.4. Неуказанные предельные отклонения размеров – по п.5.5 приложения 2.
6.5. Допускаемая величина смещения по поверхности разъема штампа – 1,2 мм (по табл. 11 приложения 2).
6.6. Допускаемое отклонение от плоскостности и прямолинейности – 1,6 мм (по табл. 14 приложения 2).
6.7. Допускаемая величина остаточного облоя или срезанной кромки – 1,6 мм (табл. 12 приложения 2)
6.8. Допускаемое отклонение межцентрового расстояния 1,2 мм (табл. 15 приложения 2).
Пример нанесения размеров на чертеже молотовой поковки (ГОСТ 7505-89)
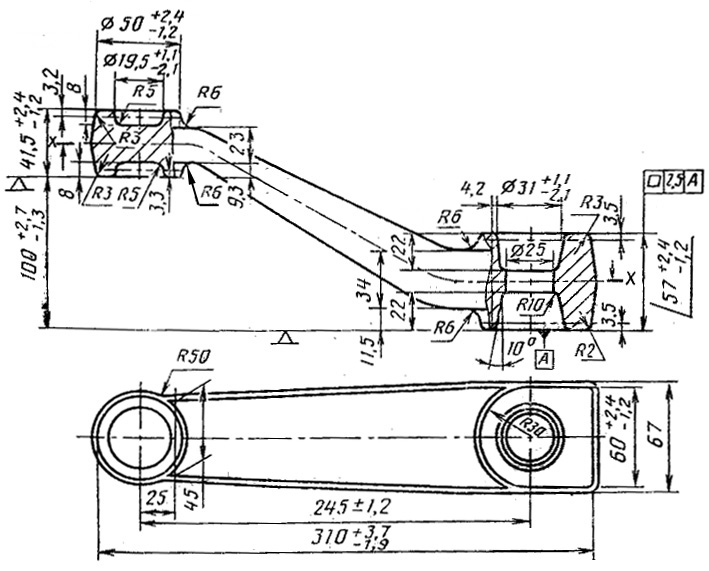
Рис. 30
10. пример ОФОРМЛЕНИЯ ЧЕРТЕЖА поковки
Пример оформления чертежа штампованной заготовки
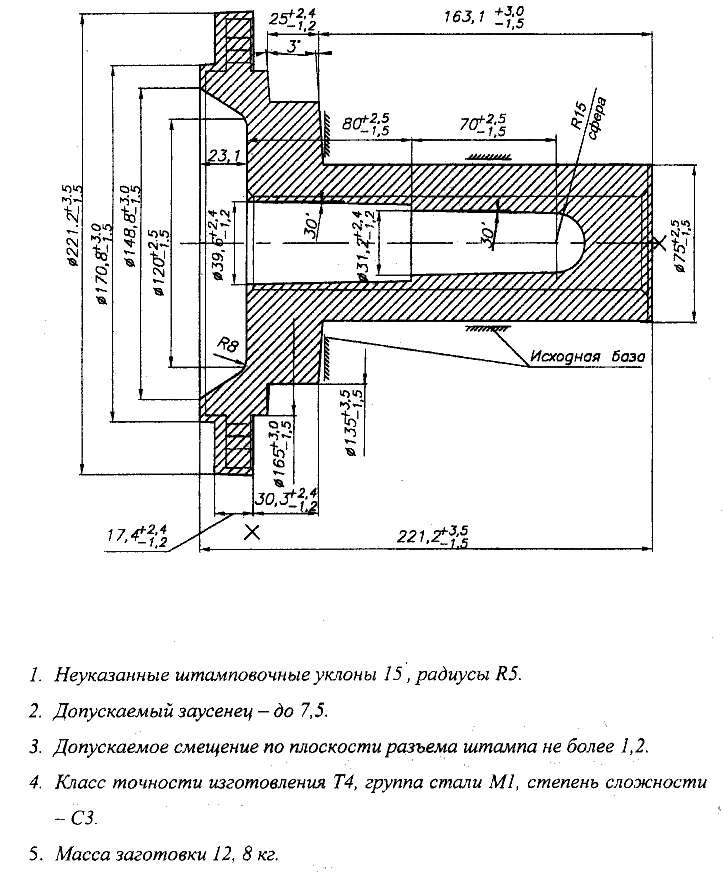
Рис. 31
ЛАБОРАТОРНАЯ РАБОТА № 3
Разработка чертежа и технологического процесса изготовления заготовки, полученной штамповкой на кривошипных горячештамповочных прессах (КГШП)
1. ОСОБЕННОСТИ ШТАМПОВКИ НА КГШП
При объемной штамповке широко используют КГШП, благодаря следующим их преимуществам по сравнению с молотами:
повышенной точности размеров из-за постоянства хода пресса и определенности нижнего положения ползуна, что позволяет уменьшить отклонение размеров поковок по высоте; поковки не контролируют на сдвиг, т.к. в конструкции пресса и штампа предусмотрено надежное направление ползуна в направляющих станины и направляющих колонок конструкции штампа;
увеличенному коэффициенту использования металла вследствие уменьшения штамповочных уклонов, припусков, напусков и допусков, т.к. в конструкции штампов используется верхний и нижний выталкиватель;
улучшенным условиям труда вследствие меньших шумовых эффектов, вибрации и сотрясения почвы;
более высокой производительности, т.к. деформация на прессе в каждом ручье выполняется за один ход, а на молоте – за несколько ударов.
К недостаткам КГШП и штамповки на них относят:
более высокую стоимость, по сравнению с молотом той же мощности;
возможность заклинивания в крайнем нижнем положении ползуна;
меньшую универсальность из-за жесткого хода ползуна;
необходимость очистки заготовок от окалины, т.к. деформация происходит за один ход при плавном нагружении, и окалина может быть заштампована в поверхность поковки;
более сложные конструкции штампов и их регулирование;
необходимость применения большого числа ручьев при получении поковок сложной формы из-за худшего заполнения глубоких полостей;
более толстый, по сравнению с молотовым, облой для предупреждения заклинивания штампа.