

2. Классификация молотовых поковок
В зависимости от выбранного способа штамповки, в значительной степени определяющего характер технологического процесса, различают две группы молотовых поковок.
I группа – удлиненные и изогнутые поковки, штампуемые перпендикулярно оси заготовки (штамповка плашмя). Для этих поковок характерна изначально большая величина отношения их длины к средней ширине в плане; деформация заготовки протекает в основном в направлении высоты и ширины заготовки, в направлении от главной оси деформация незначительна.
II группа – круглые и квадратные или близкие по форме в плане к ним поковки, штампуются вдоль оси заготовки (осадка в торец, выдавливание, прошивка).
3. Молотовые штампы
Различают два основных вида штампов – открытые (рис. 21 а) и закрытые (рис. 21 б), в соответствии с которыми называют способ штамповки.
|
|


Рис. 21
При штамповке в открытом штампе на поковке по линии разъема образуется облой.
При штамповке в закрытых штампах образуется лишь незначительный торцевой заусенец вследствие затекания металла в зазор между верхней и нижней частями штампа.
В закрепленных открытых штампах предусматривают один-шесть ручьев; в закрепленных закрытых – один-три ручья.
4. ОБлой и ОблойНые канавки
Для лучшего заполнения ручьев штампа при штамповке предусматривают в исходной заготовке избыток металла, который при деформировании вытекает по периметру ручья, образуя облой, быстро охлаждается и препятствует дальнейшему вытеканию металла.
Поскольку облой также существенно увеличивает расход металла, по периметру ручья формируют специальные облойные канавки, основными элементами которых является выступ (мостик) и впадина (магазин), служащие для размещения избытков металла.
Типы канавок, применяемых в открытых штампах, показаны на рис.22.
Типы облойных канавок
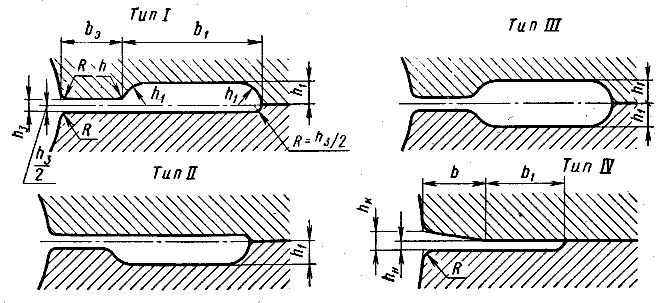
Рис. 22
Толщину облоя на мостике рекомендуется определять:
для поковок произвольной формы с площадью поперечного сечения Fп
![]() (5)
(5)
для квадратных поковок со стороной квадрата Aп
![]() (6)
(6)
для круглых поковок с диаметром Dп
![]() (7)
(7)
Округлив результат, подбирают по табл. 10 ближайшее значение и определяют номер канавки и площадь поперечного сечения Sз.
Таблица 10
Номер канавки по порядку |
hз, мм |
h1, мм |
R при глубине ручья, мм |
Номер канавки в зависимости от формоизменения при штамповке |
||||||||||
1 |
2 |
3 |
||||||||||||
Штамповка осаживанием или осаживанием с элементами выдавливания (см. рис. 25, а) |
Штамповка выдавливанием поковок несложной формы (см. рис. 25, б) |
Штамповка поковок сложной формы с труднозаполняемыми глубокими полостями (см. рис. 25, в) |
||||||||||||
до 20 |
20 - 40 |
св. 40 |
b, мм |
b1, мм |
Sз, мм2 |
b, мм |
b1, мм |
Sз, мм2 |
b, мм |
b1, мм |
Sз, мм2 |
|||
1 2 3 4 5 6 7 8 9 10 11 |
0,6 0,8 1,0 1,6 2 3 4 5 6 8 10 |
3 3 3 3,5 4 5 6 7 8 10 12 |
1 1 1 1 1,5 1,5 2 2 2,5 3 3 |
1 1,5 1,5 1,5 2,0 2,0 2,5 2,5 3,0 3,5 3,5 |
1,5 1,5 2,0 2,0 2,5 2,5 3,0 3,0 3,5 4,0 4,0 |
6 6 7 8 9 10 11 12 13 14 15 |
18 20 22 22 25 28 30 32 35 38 40 |
52 69 80 102 136 201 268 343 435 601 768 |
6 7 8 9 10 12 14 15 16 18 20 |
20 22 25 25 28 32 38 40 42 46 50 |
61 77 91 113 153 233 344 434 530 745 988 |
8 9 10 11 12 14 16 18 20 22 25 |
22 25 28 30 32 38 42 46 50 55 60 |
74 88 104 155 177 278 385 506 642 903 121 |
Объем Vо облоя приближенно можно определить как произведение средней площади его поперечного сечения на периметр поковки по линии разъема по формуле
![]() ,
(8)
,
(8)
где Pп – периметр поковки по линии разъема.