

Схемы базирования деталей
Деталь |
Основное техническое требование |
Технологическая база |
Число степеней свободы, которых лишается деталь |
Схема базирования; выполняемая операция; эскиз |
Вал: |
|
|
|
|
гладкий |
Геометрические оси всех обрабатывае-мых цилиндрических поверхностей должны лежать на одной прямой |
Длинная цилиндрическая поверхность (двойная направляющая база) |
4 |
Обработка на бесцентрово-шлифовальных станках |
ступенчатый |
Конические поверхности центровых отверстий |
5 |
Обработка в центрах на токарном или шлифовальном станке |
|
фланцевый |
Те же. Кроме того, плоская (присоеди- нительная) поверх- ность торца фланца должна быть перпен-дикулярна к геомет-рической оси вала |
Конические поверхности центровых отверстий |
5 |
Обработка в центрах на токарном или шлифовальном станке |
шлицевый и зубчатый |
Геометрические оси всех обрабатывамых цилиндрических поверхностей должны лежать на одной прямой. Геометрические оси шлицев (по сечению) должны проходить через геометричес-кий центр сечения вала. Боковые поверхности шлицев и поверхность дна шлицевой канавки должны быть парал-лельны оси вала |
Конические поверхности центровых отверстий |
5 |
Фрезерование шлицев на горизон-тально-фрезерном станке с использованием делительной головки |
Втулка: |
|
|
|
|
гладкая или ступенчатая |
Внешние и внутрен-ние цилиндрические поверхности должны быть концентричны-ми |
Длинная внутрен-няя цилиндричес-кая поверхность, торец (двойная направляющая и опорная базы) |
4+1 |
Точение и шлифование наружных поверхностей при базировании деталей на разжимной цилиндрической оправке |
Корпус подшипника: |
|
|
|
Т |
фланцевый |
Торец фланца должен быть перпендикулярен геометрической оси цилиндрических поверхностей |
Длинная внутренняя коническая поверхность, торец (двойная направляющая и опорная базы) |
4+1 |
 очение
и шлифование наружных цилиндрических
поверхностей и торцов фланца при
базировании детали на
жесткой
конусной оправке
очение
и шлифование наружных цилиндрических
поверхностей и торцов фланца при
базировании детали на
жесткой
конусной оправке
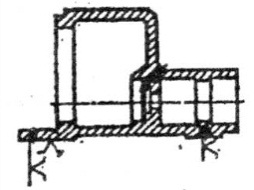
кронштейновый |
Соблюдение размеров A и D |
Площадь основания, два технологических отверстия под штифты (установочная, двойная опорная и опорная базы) |
3+2+1 |
Расточка на токарном станке детали, установленной на планшайбе, оборудованной угольником с двумя штифтами (цилиндрическим и срезанным) |
Вилка: |
|
|
|
|
с параллельной размерной связью |
Геометрические оси отверстий должны быть параллельны |
Длинная цилиндрическая внутренняя поверхность, наружная необрабатываемая поверхность (двойная направляющая и опорная базы) |
4+1 |
Зенкерование, разворачивание или расточка базисного отверстия на сверлильном или расточном станке при базировании детали на оправке с угловой фиксацией подвижной призмой |
с перпендику-лярной размерной связью |
Геометрические оси отверстия и хвостовика должны быть перпендикулярны |
Длинная цилиндрическая внутренняя поверхность, коническая поверхность центрового отверстия (двойная направляющая и опорная базы) |
4+1 |
Проточка и шлифовка внешних цилиндрических поверхностей при базировании на специальную оправку с зажимом хвостовика детали центром |



Деталь |
Основное техническое требование |
Технологическая база |
Число степеней свободы, которых лишается деталь |
С |
Втулка: |
|
|
|
|
фланцевая |
Концентричность наружных и внутрен-них цилиндрических поверхностей. Плос-кая поверхность фланца должна быть перпендикулярна к геометрической оси втулки |
Торцовая поверх-ность фланца, короткая внешняя цилиндрическая поверхность (установочная и двойная опорная базы) |
3+2 |
Растачивание и шлифование внут-ренних цилиндрических поверх-ностей, установленных в трех-кулачковом патроне с выверкой индикатором положения плоской поверхности торца фланца |
Корпус подшипника: |
|
|
|
|
двусторонний |
Геометрические оси всех баз должны лежать на одной прямой |
Две короткие наружные цилиндрические поверхности, торец (двойная направляющая и опорная базы) |
4+1 |
Расточка внутренних поверхностей деталей, установленных в трехкулачковом патроне, и выверка индикатором по внешнему цилиндрическому пояску |
Корпус: |
||||
с линейным размещением посадочных отверстий |
Геометрические оси всех посадочных отверстий должны лежать на одной прямой, параллельной основной базе |
Площадь основания, два технологических отверстия под штифты (установочная, двойная опорная и опорная базы) |
3+2+1 |
Расточка нескольких баз детали, установленной на поверхность устройства с двумя штифтами (цилиндрическим и срезанным) |
 хема
базирования; выполняемая операция;
эскиз
хема
базирования; выполняемая операция;
эскиз
Деталь |
Основное техническое требование |
Технологическая база |
Число степеней свободы, которых лишается деталь |
Схема базирования; выполняемая операция; эскиз |
с параллель-ным располо-жением поса-дочных отверс-тий |
Цилиндрические поверхности посадочных отверстий должны быть сосны-ми, геометрические оси параллельными между собой, а также по отношению к основной базе детали |
Площадь основания, два технологических отверстия под штифты (установочная, двойная опорная и опорная базы) |
3+2+1 |
Р |
с перпендикулярным размещением осей, лежащих в одной плоскости |
Поверхности посадочных отверстий, лежащих на одной оси, должны быть соосны-ми, оси посадочных отверстий должны пересекаться под прямым углом |
Плоскость основания, плоскость под крышку червячного колеса, торец под крышку червяка (установочная, направляющая и опорная базы) |
3+2+1 |
Растачивание посадочных отверстий на расточном станке при установке детали в трех взаимно перпендикулярных поверхностях, образующих координатный угол |
с перпендику-лярным размеще-нием осей, лежа-щих в разных плоскостях |
Поверхности, лежащие на одной оси, должны быть соосными, оси посадочных отверстий-пер-пендикулярными |
Плоскость основания, два технологических отверстия под штифты, размещенные по диагонали (установочная, двойная опорная и опорная базы |
3+2+1 |
Растачивание посадочных отверстий на расточном станке при установке детали на плоскость приспособления с двумя штифтами (цилиндрическим и срезанным) |

 асточка
всех отверстий детали, установленной
на поверхность устройства с двумя
штифтами (цилиндрическим и срезанным)
асточка
всех отверстий детали, установленной
на поверхность устройства с двумя
штифтами (цилиндрическим и срезанным)
Деталь |
Основное техническое требование |
Технологическая база |
Число степеней свободы, которых лишается деталь |
Схема базирования; выполняемая операция; эскиз |
Коленчатый вал |
Оси всех коренных и парных шатунных шеек должны лежать на одной прямой, оси шатунных и коренных шеек должны быть параллельны между собой |
Конические поверхности центровых отверстий |
|
Шлифование коренных шеек в центрах |
Заранее отшлифованный цилиндрический хвостовик, первая коренная шейка, торец буртика (двойная опорная и опорная базы) |
2+2+1 |
Растачивание отверстия под подшипник во фланце с установлением хвостовика в трехкулачном патроне и первой коренной шейки в люнете |
||
Конические поверхности центровых отверстий, лыска на щеке |
|
Шлифование шатунных шеек в центросмесителях |



Примечание. A – координационно-кинематический размер; D – координационно-сборочный размер; R и Ri – свободные размеры
ПРИМЕРЫ ПОЛНОЙ И СОКРАЩЕННОЙ ЗАПИСИ СОДЕРЖАНИЯ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ (по ГОСТ 3.1702-79)
Эскиз |
Запись перехода полная |
Эскиз |
Запись перехода сокращенная |
|
Точить (шлифовать, полировать и т. п.) поверхность, выдерживая размеры 1 и 2 |
|
Точить (шлифовать, полировать и т. п.) поверхность 1 |
|
Точить (шлифовать, полировать и т. п.) выточку, выдерживая размеры 1 - 4 |
|
Точить (шлифовать, полировать и т. п.) выточку 1 |
|
Точить (шлифовать, полировать и т. п.) конус, выдерживая размеры 1 и 2 |
|
Точить (шлифовать, полировать.) конус 1 |
|
Точить (шлифовать, полировать и т. п.) криволинейную поверхность, выдерживая размеры 1 - 6 |
|
Точить (шлифовать, полировать.) криволинейную поверхность 1 |
|
Нарезать (фрезеровать, накатать, шлифовать и т. п.) резьбу, выдерживая размеры 1 и 2 |
|
Нарезать (фрезеровать, накатать, шлифовать и т. п.) резьбу 1 |










|
Сверлить (рассверлить, зенкеровать и т. п.) отверстие, выдерживая размеры 1 и 2 |
|
Сверлить (рассверлить, зенкеровать и т. п.) отверстие 1 |
|
Расточить канавку, выдерживая размеры 1-3 |
|
Расточить канавку 1 |
|
Расточить (зенковать, шлифовать, полировать и т.п.) галтель, выдерживая размер 1 |
|
Расточить (зенковать, шлифовать, полировать и т.п.) галтель 1 |
|
Отрезать две заготовки, выдерживая размер 1 |
|
Отрезать две заготовки 1 |
|
Фрезеровать (строгать, шлифовать и т.п.) уступ, выдерживая размеры 1 и 2 |
|
Фрезеровать (строгать, шлифовать и т.п.) уступ 1 |
|
Фрезеровать (протянуть) паз, выдерживая размеры 1 - 4 |
|
Фрезеровать (протянуть) паз 1 |
|
Долбить (протянуть) шестигранник, выдерживая размер 1 |
|
Долбить (протянуть) шестигранник 1 |
|
Долбить (протянуть) шлицы, выдерживая размеры 1-3 |
|
Долбить (протянуть) шлицы 1 |















