

КІРІСПЕ
"Ұсталық соғу және ыстықтай қалыптау технологиясы" пәні бойынша өткізілетін зертханалық жұмыстарды орындауға нұсқаулардың мақсаты, ол әрбір зертхана жұмысы бакалаврлар үшін кішігірім зерттеу болып табылатындықтан, бакалаврлардың дәрістерде алған теориялық білімін одан әрі тереңдетіп бекіту, ұсынылған арнайы әдебиеттердің мазмұнын өз бетімен игеруі, ғылыми зерттеулерді жүргізуге дағдыландыру, сынағыш машиналарда жұмыс істеуді және тәжірибе нәтижелерін өлшеуді және өңдеу тәсілдерін үйрену.
Зертханалық жұмыстардың тақырыптары "Ұсталық соғу және ыстықтай қалыптау технологиясы" пәнінің бағдарламасына негізделген. Әдістемелік нұсқаулардың тақырыптарыңда пәннің барлық негізгі тараулары қамтылған: ұсталық соғу (шығыршықта шөктіру, созу, ашық тесу) және ыстықтай қалыптау (кенеріктің және алғашқы жылғаның ролі, қалыптау еңісінің әсері, жергілікті шөктіру ережесі).
Бакалаврлардың зертханалық жұмыстарға өз бетімен дайындалуында бұл әдістемелік нұсқаулардың атқаратын маңызы зор.
№ 1 Зертханалық жұмыс
Дайындаманы шығыршықта шөктіру кезінде оның пішінінің өзгеруін зерттеу және деформациялау күшін анықтау
Жұмыстың мақсаты: астарлық шығыршықта шөктіру үрдісінде дайындама пішінің өзгеру ерекшелігін зерттеу және деформациялау күшін анықтау.
1.1 Шығыршықта шөктіру жайындағы негізгі мәліметтер
Астарлық шығыршықта шөктіру операциясы соғылманың азғана көлемін жасауда пайдалынылады. Бұл операциямен дайындалған соғылмалар тістегеріш (шестерня), ернемек (фланец), диск типтес, бір жақтық немесе екі жақтық шығыңқы жері бар (ступица) болып келеді. Шөктіру операциясы илемдеу біліктерін жасау кезіңде алдын-ала илемдеу операциясы ретінде қолданылады (1.1- сурет).

1.1- сурет. Шығыршықта шөктірудің сүлбасы
Дайындаманың бастапқы өлшемдері, астарлық шығыршық тесігінің диаметрі, шөктіру дәрежесі және жанасқан беттіктердегі үйкеліс күшінің әсері - бұның бәрі осы операция кезіндегі пішін өзгеруіне әсер ететін негізгі факторлар болып табылады.
Тәжірибе жүзінен мынаны байқауымызға болады: астарлық шығыршықта цилиндр типтес дайындамаларды шөктіру кезінде, операцияның бастапқы жағында соғылманың биктігі кішірейеді. Одан кейін бұл кіішірею тоқтап операцияның жаңа сатысы басталады. Бұл сатыда, шөктіру дәрежесі көбейген сайын соғылманың орталық бөлігінің биіктігі өседі.
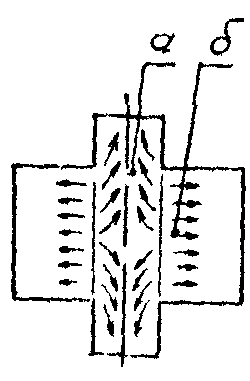
Шығыршықта шөктіру кезінде металл шығыршық тесігімен шөктіру бағытына («а» көлемі) және шөктірудің перпендикуляр бағытына («б» көлемі) қарай қатар ағады 1.2 - сурет. Көлемдері шартты түрде әрбір беттерге бөлінеді, оларды «ауыспалы кезең» деп атайды.
Соғылманың орталық бөлігінің биіктігінің кішіреюі салыстырмалы биік дайындамаларда болады, яғни соғылманың шеткі жағының биіктігі h астарлық шығыршық тесігінің диаметрі dк үлкен болған жағдайда болады. Орталық қуысқа металл тесігінің айналасындағы жанасу беттіктерінің қасындағы көлемдерден ағады. Соғылманың басқа бөліктері жалпақ, бір тұтас тоқпақпен шөктіргендей деформацияланады.

1.2 – сурет. Шөктірудің бірінші кезеңі
Егер соғылманың орталық бөлігіне қарағанда шөктіру бағытына перпендикуляр бағытқа қарай металл көбірек ақса соғылманың орталық бөлігінің биіктігі кішірейеді. Өйткені металдың шетке қарай ағу мүмкіндігі жоғары жанасқан беттіктерде үйкеліс күшінің кедергі әсері аз (жанасу беттіктерінің ауданы әлі көп емес және үйкеліс күшінің әсері шекті бөліктерде үлкен тереңдікке тарай қоймайды).
Шөктіруді күшейткен сайын h биіктігі азаяды, «ауыспалы кезең» беті соғылма қалыңдығына тереңдей түседі де металдың орталық қуысқа қарай ағуы («а» көлемі) көбейеді, ал («б» көлемі) бойынша ағуы азаяды. Соғылманың орталық бөлігінің биіктігі өзгермейтін шөктірудың бір кезеңі келеді, 1.3 – сурет "Н" биіктігінің өсуі " h " биіктігінің кішіреюімен теңесееді.
1.3 – сурет. Шөктірудің екінші кезеңі
Бұл кезде жанасқан беттіктердегі үйкеліс күшінің кедергілік әсері күшейіп шеткі биіктік бойынша тереңдей түседі.
Одан әрі шөктіру кезінде 1.4- сурет (" h "азайған сайын) кауыспалы кезең беті ернемек шетіне қарай ығыса бастайды. Металдың көп бөлігі ("а" көлемі) «ступицаны» құрастыруға қатысады, ал аз бөлігі («б» көлемі) шетке қарай ағуды жалғастырады. Бұл түйіспе беттеріңдегі үйкеліс күш әсерінің өсуін анықтайды.
Шетке қарай (фланец-ернемек) металл өте аз ағады. Сондықтан, "h" кішірейген сайын Н биіктігі қарқынды өседі.
Бұл
заңдылық
![]() қатынасына байланысты әр түрлі дәрежеде
байқалады – D0
бірдей
болған жағдайда металл мөлшері үлкен
dk
тесікке оңай ағады. Сонымен қатар
қатынасына байланысты фланецтің
бүйір жағының пішіні де әртүрлі болады.
қатынасына байланысты әр түрлі дәрежеде
байқалады – D0
бірдей
болған жағдайда металл мөлшері үлкен
dk
тесікке оңай ағады. Сонымен қатар
қатынасына байланысты фланецтің
бүйір жағының пішіні де әртүрлі болады.

1.4 – сурет. Шөктірудің үшінші кезеңі
Егер өлшемі аз болса соғылма бөшке пішінді болады, 1.1- сурет; өлшемдері көбейген сайын соғылмалар қос бөшке пішініне келеді де ары қарай шөктіруде бір бөшкелік пішінге қайта көшеді; мағынасы «1» жақындаған сайын дайындаманың тесігінің қасында металдың ағуы қарқынды түрде жүреді. Бұл жағдайда дайындаманың бүйір жағы ойыс пішінді болады. Ойыстық пішін шөктіру үрдісі біткенше сақталады да, соңында бүрменің (қатпардың) пайда болуына әкеліп соғады.
Металды қысыммен өңдеу операцияларының кез - келгенінін негізгі сипаттамасы операция күшінің мөлшері. Шығыршықта шөктіру үшін қажетті күш:

мұнда p –(салыстырмалы күш) меншікті күш, мына формуламен анықталады
Dср – орташа диаметрі;
σS – пропорционалды шегі;
μ – үйкеліс.
1.2 Жабдықтар, аспаптар және материалдар
1.2.1 Гидравликалық сынағыш машина ПСУ-1250
1.2.2 Үш комплект астарлық шығыршық (dk =10; 20; 30 мм)
1.2.3 Қорғасыннан жасалған үш дайындама (D0 =54 мм, H0 =60 мм)
1.2.4 Штангенциркуль
1.2.5 Ацетон
1.2.6 Ветош
1.3 Жұмыс істеу тәртібі
1.3.1 Жұмыс мазмұнымен танысу
1.3.2 Бастапқы дайындамаларды өлшеу (D0 және H0) және нәтижесін 1.1- кестеге жазу керек. Дайындаманың кесігін алдын-ала бір тұтас жалпақ тоқпақтарда шөктіру арқылы тегістеп алу керек.
1.3.3 Үш түрлі жұп шығыршықтарда бірнеше сатылы шөктіруді жасау (h = 50; 40; 30 және 20 мм дейін) мұғалімнің нұсқауымен. Әр шөктірудің алдында дайындамалар мен шығыршықтарды ацетонның көмегімен майсыздандыру керек.
1.3.4 Әр сатыдан кейін шөктірілген дайындамаларды (h; H; Dmax, Dmin) өлшеу керек және нәтижесін 1.1- кестеге жазу керек.
1.3.5 Шөктірудің әр сатысының соңында күштің өлшемін белгілеп алу керек (сынағыш машинаның динамометрінен), 1.1-кестеге жазу керек.
1.3.6 Шөктірудің әр сатысынан кейін деформацияланған дайындаманың эскизін салу керек.
1.3.7
![]() ,
т.с.с.
,
т.с.с.
![]() Н
–тың жаншуынан әрбір үлгі үшін (
Н
–тың жаншуынан әрбір үлгі үшін (![]() -тан
байланысты)
және
күштің Р-ның
-тан,
т.с.с.
-тан
байланысты)
және
күштің Р-ның
-тан,
т.с.с.
![]() тәуелділіктердің
графигін құрастыру керек.
тәуелділіктердің
графигін құрастыру керек.
1.3.8 Жұмыс нәтижесі бойынша қорытынды жасау керек.
1.4 Жұмысты орындауға берілетін әдістемелік нұсқаулар
1.4.1 Зертханалық жұмысты жүргізу алдында металды қысыммен өңдеу теориясының негіздерін еске түсіру керек, ең кем қарсылық заңы мен шөктіру заңдылықтарына аса көңіл бөлу керек.
1.4.2 Дайындаманы төмендегі шығыршыққа орналастыру кезінде және жоғары шығыршықты дайындамаға орналастыру кезінде олардың біліктестігіне аса көңіл бөлу керек.
1.4.3 Dmax және Dmin өзара перпендикуляр екі баытта өлшеу керек және оларың әр қайсысының орташа мағынасын есептеп кестеге жазу керек
1.4.4 Dср табу үшін және оны 1.1 - кестеде жазу үшін мына формуланы пайдалануға болады:
![]() ,
,
Бұл формула деформациялауға дейінгі және деформациядан кейінгі көлемнің тұрақтылық заңынан алынған:
![]() ,
,
1.4.5 Шөктірудің соңғы сатыларында өлшеу кезінде ернемектің үлкен диаметрі (Dmax) штагенциркульді қолдануға мүмкіндік бермейді. Бұндай жағдайда бөлек h және («доңесшелердің») биіктігін өлшеу үшін кронциркульді және сызғышты пайдалану керек, содан кейін нәтижелерін қосу керек.
1.4.6
Рр
және
рр
есептеу үшін
![]() =15
МПа және
=15
МПа және
![]() тең деп алуды ұсынады.
тең деп алуды ұсынады.
1.4.7 Әртүрлі dk арналған ұқсас тәуелділіктердің бейнесін бір кестеге қосқан дұрыс - талдуға ыңғайлы.
1.4.8 Қорытынды қысқа түрде жазылу керек.
1.5 Бақылау сұрақтары
1.5.1 Шығыршықта шөктіру кезінде қатынасының өзгеруіне байланысты металдың ағуының әр түрлі болуы неге байланысты?
1.5.2 Осы жұмыста алынған нәтижелерді талқылау үшін металдарды қысыммен өңдеу теориясының қандай заңдары қолданылады? 1.5.3 Шығыршықта шөктіру кезінде металдың және жаққа ағуының қарқындылығының өзгеруі не себепті? Бұл жұмыста осы құбылыстың қандай қосалқы көрсеткіші бар?
1.5.4 Шығыршықта шөктіру кезінде соғылманың бүйір жағының әр түрлі пішінің пайда болуы не себепті? 1.5.5 Шөктіретін дайындаманың фланецтің жанасқан беттіктерін майласақ, металдың ағу түрі өзгере ме?
– кесте. Тәжірибенің сынақталған және есептелген мәліметтері
Бастапқы мәліметтер |
Тәжірибе мәліметтері |
Есептеу мәліметтері |
|||||||||||
D0, мм |
H0, мм |
№ өлш |
Dmax мм |
Dmin мм |
Dср мм |
H, мм |
h, мм |
, мм |
Рф, кН |
рф, МПа |
Рр, кН |
рр, МПа |
|
|
|
|
Бірінші үлгі dk = |
||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
|
|
|
|
|||
4 |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
Екінші үлгі dk = |
||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
|
|
|
|
|||
4 |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
Үшінші үлгі dk = |
||||||||||
1 |
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
|
|
|
|
|||
4 |
|
|
|
|
|
|
|
|
|
|
|||
Қолданған әдебиет:
[1] б. 56 – 58, 64 – 66.
[2] б. 142 - 143, 149 –150, 226 – 227