


1 – түзеткіштің белдемесі;2 - дайындама;
3 – соққыш; 4 – соғылма; 5 – түзеткіш
2.1 Сурет Түзеткішпен ұзартудың сұлбасы
Түзеткішпен ұзартқанда ойық соққышты қолданады. Жоғарғы илемділік қасиеті бар материалды ұзартқанда құрастырылған соққыштарды қолданады. Екі жазық соққыштарды қолданып (2.2 сурет) түзеткішпен ұзартқанда соғылманың тесігінің түрі бұрмаланады, ал оның ішкі диаметрі түзеткіштің диаметрінен үлкен болады.
Түзеткішпен ұзартқанда шөкпе мынандай формуламен анықталады:

мұндағы
 – дайындама қабырғасының қалыңдығы;
– дайындама қабырғасының қалыңдығы; – соғылма қабырғасының қалыңдығы Dоср,
–
дайындаманың орташа диаметрі; Dпок.о
–
соғылманың орташа диаметрі.
– соғылма қабырғасының қалыңдығы Dоср,
–
дайындаманың орташа диаметрі; Dпок.о
–
соғылманың орташа диаметрі.
2.Қосиінді машиналардың бұлғақтары.
Бұлғақтардың құрылымы. Бұлғақ баспақтың негізгі бөлігі болып табылады, ол арқылы сырғақтағы күш иінді білікке беріледі. Қосиінді-сырғақты механизмдер (ҚСМ) мен бұлғақтардың құрылымдық ерекшеліктерін қарастырайық. ҚСМ жетек түріне қарай жоғарғы және төменгі жетекті механизм деп бөлуге болады. Жоғарғы жетекті механизмдерде бұлғақ сырғақты итереді де, жұмыстық жүктелу кезінде иілумен қатар сығылады (15.1 сурет). Төменгі жетекті механизмдерде бұлғақ сырғақты тартады да, жұмыстық жүктелу кезінде иілумен қатар созылады (15.2 а сурет). Жоғарғы жетекті механизмдерде де бұлғақты тарту варианттары болады (қаңылтыр металды кесуге арналған қиғаш пышақтары бар қайшылар). Бұлғақтың басты элементтері болып қосиінді басы (үлкен), денесі (стержень) және кіші (сырғақты) басы табылады.
Бұлғақтар ажырамалы және ажырамайтын болып бөлінеді. Ажырамалы бұлғақтар – бұлғақ денесінен және қақпақтан тұрады (15.1 сурет), ажырамайтындар – бугели (15.2,а және б сурет). Күші 1 МН дейінгі баспақтардың, ажырамалы бұлғақтарында, бұлғақ денесіде құрамды бөлігі болып жасалады (15.2, в және 15.2,а сурет – бұлғақ пен бұрама). Бұл бұрама қалыптау аралығын реттеуге қолданылады. Баспақтардың ажырамайтын бұлғақтары түзу өсті болады (15.2,б - сурет). Қанылтыр метал кескіш қашыларда бугели – қисық өсті (15.2,а-сурет).
Сурет 15.1. Бұлғақтың сырғақпен байланысуы және бұлғақты жүктеу

а – қаңылтыр кесуге арналған төменгі жетекті қисық пышақты қайшылар үшін; б – төменгі жетекті қаңылтыр қалыптау баспақтары үшін; в – автомат немесе КСМ; г – шабу баспақтары үшін (дөнгелек бұлғақ)
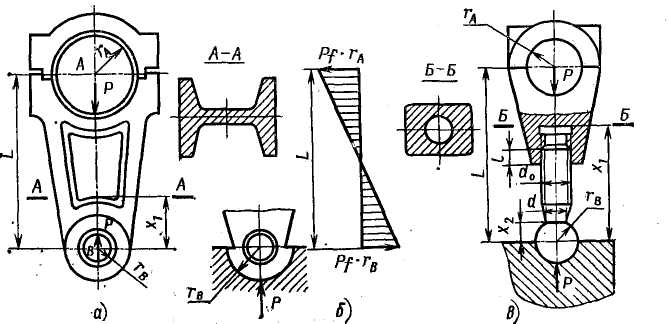
Сурет 15.2. Ажырамайтын бұлғақтар (бугели)
Бөлу операцияларын орындайтын баспақтар үшін ажырамайтын бұлғақтарды цилиндр түріне орындайды, бастиегін эксцентрикті жону арқылы, мына формуламен анықталады
 (15.1)
(15.1)
мұнда τ – қима центріндегі жанама кернеу; Р – бұлғақ бойымен әсер ететін номиналды күш; b – қима ені; h – қима биіктігі.
Бұлғақтың бұрандасы жаншылу мен иілуге есептеледі σсм. Бұранданың жаншылу кернеуі
 (15.2)
(15.2)
мұнда n – орам саны; kн=5s/d0 – орамдардың біркелкі емес жүктелуін ескеретін коэффициент; s – бұранда қадамы.
Бұранда орамдарының иілу кернеуі
 (15.3)
(15.3)
мұнда β1 = h/s - орам қалындығының коэффициенті.
Шойын бұлғақтар үшін СЧ 25 [σи ] ≤ 50 МПа, [σсм ] ≤ 40 МПа, болат бұлғақтар үшін 45У [σи ] = [σсм] ≤ 80 МПа.
Шабу және тесу операцияларын орындаған кезде метал сынығынан кейін бұлғақта созылынқы жүктеме болады. Жуықтап есептеу үшін мынаны қабылдаймыз
 (15.4)
(15.4)
Циклдың орташа кернеуі

Цикл амплитудасы

Онда беріктік қор коэффициенті
 (15.5)
(15.5)
мұнда kσ – кернеу концентрациясының әсерлік коэффициенті; ε – масштабты фактор; β – бет күйін ескеретін коэффициент; kσ/εβ≈2; ψ=0,05; ψ=(2σ-1р–σ0)/σ0; σ0 – кернеу өзгеруінің лүпілді циклында төзімділік шегі.
СЧ25 шойын бұлғақтары үшін σ-1р=90МПа; болат 45 σ-1р=210МПа