

Виды цементации
Твердая цементация
Газовая цементация
Твердая цементация применяется с использованием твердых углеродсодержащих смесей - карбюризаторов. В качестве карбюризаторов выступает древесный уголь и каменноугольный или торфяной кокс с активизирующими добавками. Твердая цементация применяется в мелком производстве и имеет ряд недостатков: большие затраты времени при низкой производительности, неудобное для эксплуатации оборудование.
При газовой цементации используются газовые карбюризаторы, например, эндогаз или жидкие карбюризаторы, чаще всего синтин. В процессе газовой цементации сталь нагревается быстрее, а значит, на цементацию уходит меньше времени и увеличивается производительность. Кроме того процесс цементации становится автоматизированным. Жидкий карбюризатор подается каплями, которые тепловым вентилятором превращаются в газ, равномерно попадающий на поверхность. Газовая цементация является более современным методом и используется на крупных промышленных производствах.
Термическая обработка после цементации
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Комплекс термической обработки зависит от материала и назначения изделия.
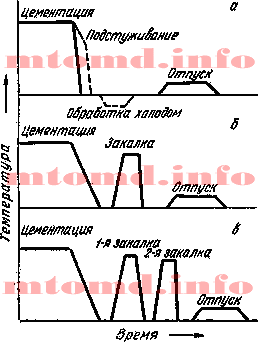
Если сталь наследственно мелкозернистая или изделия неответственного назначения, то проводят однократную закалку с температуры 820…850oС (рисунок, позиция б). При этом обеспечивается получение высокоуглеродистого мартенсита в цементованном слое, а также частичная перекристаллизация и измельчение зерна сердцевины.
При газовой цементации изделия по окончании процесса подстуживают до этих температур, а затем проводят закалку, при этом не требуется повторный нагрев под закалку (рисунок, позиция а).
Для удовлетворения особо высоких требований, предъявляемых к механическим свойствам цементованных деталей, применяют двойную закалку (рисунок, позиция в). Первая закалка (или нормализация) проводится с температуры 880…900oС для исправления структуры сердцевины. Вторая закалка проводится с температуры 760…780oС для получения мелкоигольчатого мартенсита в поверхностном слое.
 Завершающей
операцией термической
обработки всегда
является низкий
отпуск,
проводимый при температуре 150…180oС. В
результате отпуска в поверхностном
слое получают структуру мартенсита
отпуска,
частично снимаются напряжения.
Завершающей
операцией термической
обработки всегда
является низкий
отпуск,
проводимый при температуре 150…180oС. В
результате отпуска в поверхностном
слое получают структуру мартенсита
отпуска,
частично снимаются напряжения.
Классификация конструкционных машиностроительных сталей по виду термической обработки. Приведите марки сталей. Получаемая структура и свойства.
Термическая обработка придает стальным изделиям опреде ленные механические свойства: высокую твердость, повысив этим сопротивление износу, меньшую хрупкость для улучшения обработки или повышения ударной вязкости и т. д. Это достигается нагревом и последующим охлаждением стали по строго определенному температурному режиму. В результате в нужном направлении изменяется структура стали, которая и определяет ее механические свойства.
Различают следующие виды термической обработки стали: закалку, отпуск, отжиг и нормализацию, а также обработку холодом и химико-термическую обработку.
Закалка — термическая обработка стали путем ее нагрева до определенной температуры, некоторой выдержки при этой температуре до завершения фазовых превращений с быстрым последующим охлаждением в воде, масле и других жидкостях. При закалке увеличиваются твердость и прочность, но снижается ударная вязкость. Закаленная сталь обладает большой хрупкостью, что делает ее малопригодной для практического использования.
Отпуску подвергают сталь после закалки для уменьшения хрупкости и ослабления внутренних напряжений. Отпуск стали заключается в нагреве ее ниже температуры закалки с последующим постепенным охлаждением на воздухе. В зависимости от вида отпуска изделие нагревают от 150 до 550°С. С повышением температуры отпуска сильно изменяются механические свойства закаленной стали: предел прочности и твердость понижаются, а относительное удлинение и вязкость возрастают.
Отжиг уменьшает структурную неоднородность стали, придает мелкозернистую структуру, снижает напряжение, возникшее при обработке давлением (ковке, волочении) или литьем, а также улучшает обрабатываемость стали резанием.
Нормализация — это, по существу, процесс отжига. Стальное изделие нагревают до температуры несколько ниже температуры закалки, выдерживают сталь при этой температуре, а затем охлаждают на воздухе. В результате сталь получается более мелкозернистой, чем при отжиге, повышаются ее твердость, прочность, ударная вязкость по сравнению с отожженной сталью.
Обработка холодом способствует более равномерной струк туре и повышает твердость стали. Закаленная сталь с содержа нием углерода более 0,6% состоит из мартенсита с распределен ным в нем остаточным аустенитом, не успевшим перейти мартенсит при закалке. В результате структура стали оказывается недостаточно равномерной и несколько пониженной твердо сти, чем если бы она состояла только из мартенсита. Если же такую сталь подвергнуть после закалки обработке холодом, процесс превращения аустенита в мартенсит продолжается.
Химико-термическая обработка стали заключается в изменении химического состава поверхностного слоя стального изделия путем насыщения его каким-либо другим веществом (углеродом, азотом, цианом, хромом) с целью повышения твердости, износостойкости или коррозионной стойкости поверхности и сохранения при этом высоких механических качеств самого изделия. Видами химико-термической обработки стали являются цементация, азотирование, цианирование и хромирование.
Цементацию стали осуществляют насыщением углеродом поверхностного слоя стального изделия при температуре среды 880...950°С, содержащей углерод.
Азотирование — насыщение азотом поверхностного слоя стального изделия при нагревании до 500...700°С в атмосфере аммиака, при этом повышаются коррозионная стойкость, твердость, износоустойчивость и предел усталости стали. Азотированию подвергают легированные стали, содержащие в качестве легирующего вещества алюминий и прошедшие предварительную термическую и механическую обработку, кроме окончательного шлифования. Глубина азотированного слоя 0,01... 1,0 мм.
Хромирование — насыщение поверхностного слоя хромом. Повышение коррозионной стойкости стали при действии пресной и морской воды, азотной кислоты, окислительной среды при высокой температуре (окалиностойкость) достигается хромированием. Твердость хромированного слоя низколегированной стали составляет НВ 250...300, а высокоуглеродистой — НВ 1200... 1300.