

Лекция технология алюминотермитной сварки рельсов
1. Общая организация алюминотермитной сварки рельсов
Алюминотермитная сварка рельсов выполняется на всех типах стрелочных переводов на железобетонных брусьях по схемам, приведённым на рис. Рис. 1. Кроме того, этот вид сварки, наряду с электроконтактной, применяется для окончательного восстановления лопнувшей бесстыковой плети или вваривания в неё взамен временной рельсовой рубки рельсовой вставки длиной 12,5 м. Общая организация работ по сварке рельсов включает подготовительные и основные работы. Подготовительные работы ставят своей целью контроль качества сварки конкретной партией термита. Этот предварительный этап осуществляется на рельсосварочном предприятии. Основные работы выполняются в «окна», различной продолжительности в зависимости от количества свариваемых стыков (табл. Таблица 1).
Таблица 1
Продолжительность «окна»
№ п/п |
Состав бригады; количество комплектов оборудования |
Сварка рельсов стрелочного перевода |
|
Продолжительность «окна», час |
Количество сваренных стыков |
||
1 |
1 бригада: 3 сварщика + 2 монтёра пути; стандартный комплект + дополнительный комплект |
3 |
2 стыка |
2 |
1 бригада: 3 сварщика + 2 монтёра пути; стандартный комплект + дополнительный комплект |
6 |
4 стыка |
3 |
2 бригады: 6 сварщиков + 4 монтёра пути; 2 стандартных комплекта |
7,5 |
10 стыков |
4 |
3 бригады: 9 сварщиков + 6 монтёров пути; 3 стандартных комплекта |
7,5 |
14 стыков |
5 |
4 бригады: 12 сварщиков + 8 монтёров пути; 4 стандартных комплекта |
6 |
16 стыков |
а) Р65 марок 1/11 и 1/9 проектов 2750, 2796, 2717, 2718
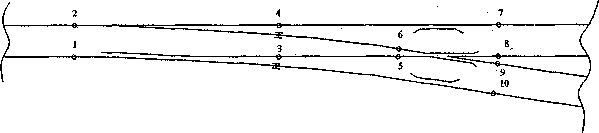
б) Р65 иР50 марок 1/11 и 1/9 проектов 2764, 2771, 2285, 2768, 2561, 2773, 1848, 2766, 2721, 2769, 2772, 2642, 2643
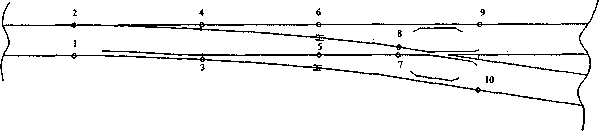
в) Р65 марки 1/18 проекта 2870
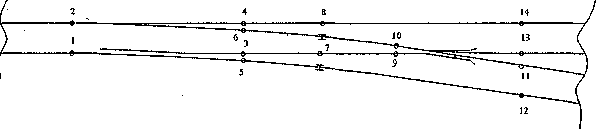
г) Р65 марки 1/22 проекта 2832
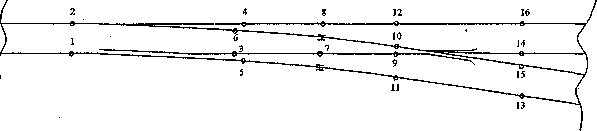
Рис. 1. Схемы сварки рельсов в стрелочных переводах
о 1 – стыки рельсов и их номер, свариваемых АЛТС;
н – изолирующий рельсовый стык
После закрытия стрелочного перевода и ограждения места работ установленным порядком, монтёры пути снимают стыковые накладки, на 2-х шпалах в каждую сторону от стыка снимают клеммы, подрельсовые прокладки, подкладки и амортизирующие прокладки, ослабляют гайки клеммных болтов на третьих шпалах от стыка, а также удаляют часть балласта из шпальных ящиков в подрельсовой зоне (в зоне свариваемых стыков) для установки сварочной оснастки.
Одновременно бригада сварщиков подготавливает оборудование к сварке.
2. Описание процесса алтс
Способы проведения термитной сварки различны. Выбор того или иного способа зависит от формы, размеров и расположения свариваемых деталей.
Для сварки рельсов в настоящее время используется способ промежуточного литья (рис. Error: Reference source not found), при котором из продуктов термитной реакции используется только расплавленный металл 5 без шлака 4.
Жидкий металл является одновременно источником тепла и присадочным материалом, соединяющим концы рельсов 1. Свариваемые концы рельсов при этом способе устанавливаются с зазором 25±1 мм и заключаются в соответствующие для данного способа сварки формы 2. Для сжигания термита при сварке промежуточного литья применяется конический тигель 3 с выпускным отверстием в дне. Расплавленный металл заливается из тигля в форму и заполняет оставленный между торцами рельсов зазор. Иногда металл заливается через специальный литник. Постепенно заполняя зазор и свободное пространство между рельсами и стенками формы, металл вызывает расплавление соприкасающихся с ним стенок рельсов, а застывая, образует с рельсами одно целое – сварное соединение. Вытекающий из тигля за металлом шлак стекает по жёлобу, оставляя над металлом лишь слой небольшой толщины.
Рис. 2. Схема АЛТ
сварки рельсов способом промежуточного
литья
а – плавление
термитной смеси; б – заливка
расплавленной термитной смеси
в
форму; в – кристаллизация
сварного шва
1 – рельс,
2 – форма,
3 – тигель,
4 – расплавленный
шлак, 5 – расплавленный
металл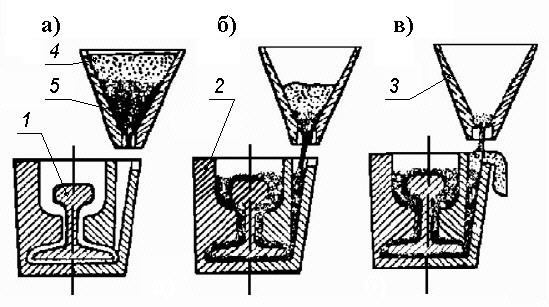
Этот слой шлака предохраняет термитный металл от быстрого остывания, чем способствует более свободному выделению газов из жидкого металла и получению более плотного металла литого башмака.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ АЛТС РЕЛЬСОВ
Перед выездом на сварочные работы необходимо осмотреть тигель для плавильного процесса, убедиться в отсутствии трещин, сколов и других дефектов. Исправный тигель надо вставить в обечайку, уплотнить места контакта с обечайкой формовочной смесью и просушить при температуре не менее 25…30°С в течение 24 часов. Для сокращения времени просушки рекомендуется перед доставкой тигля на рабочее место просушить его при температуре 50…70°С не менее 12…16 часов в сушильной камере или термостате.
Перед сваркой рельсошпальная решетка расшивается на три шпалы в каждую сторону от свариваемого стыка. Концы рельсов обжигают сварочной горелкой и зачищают (проволочной ручной или механической щеткой) на длине не менее 150 мм.
После этого рельсы выравнивают по рабочему канту и поверхности катания так, чтобы между торцами рельсов образовался зазор 25±1 мм.
С помощью клиньев, поднимают концы рельсов в стыке. Подъем необ-ходим для компенсации прогиба стыка, вызываемого усадкой. С целью компенсации просадки сварного шва после остывания возвышение в стыке над остальной частью рельсов должно быть таково, чтобы при наложении на головку рельсов линейки (середина должна совпадать с зазором) длиной 1000 мм, оба её конца имели зазор с рельсами величиной 1,5…2 мм.
Затем на рельсы устанавливается и закрепляется комбинированная стойка с помощью которой позиционируется горелка и тигель необходимые для проведения алюминотермитной сварки рельсов. Комбинированная стойка устанавливается на головку рельса таким образом, чтобы держатели частей литейной формы находились сбоку по оси свариваемого зазора.
На свариваемом стыке устанавливают литейную форму, состоящую из двух полуформ. Для этого обе полуформы очищают от упаковки, ви-зуально проверяют целостность их функциональных частей и вкладывают их в металлические рамки, соблюдая соответствие правой и левой стороны. На одной полуформе необходимо убрать ослабленную стенку литейного желоба для отвода шлака. Полуформы фиксируются относительно стыкового зазора так, чтобы центр зазора совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без ступенек по всему периметру стыковки. При необходимости напильником обрабатываются их боковые поверхности.
Место контакта литейной формы с рельсом уплотняется формовочной смесью. На литейную форму со стороны желоба отвода шлаков устанавливается ковш, внутреннюю поверхность которого надо обмазать формовочной смесью толщиной 5 мм. Ковш располагается с внутренней стороны колеи.
Тигель перед началом сварки дополнительно требуется просушить ки-слородно-пропановым пламенем с избытком кислорода. В процессе сушки горелку перемещают кольцевыми движениями по спирали до верхних краев тигля в течение 55…60 с.
Перед началом подогрева проводится регулировка пламени до нормального горения: на газовых редукторах давление пропана 0,1…0,12 МПа и давление кислорода 0,45…0,50 МПа. После этого газовую горелку устанавливают на вспомогательную стойку и начинают подогрев торцов рельсов в стыке.
Перед заливкой формы расплавленным металлом торцы рельсов в стыке предварительно разогревается до температуры 1200…1300°С. Время прогрева зависит от температуры окружающей среды и мощности газового пламени.
Температура рельса, град. Время нагрева
от 0°С до +10°С 9 мин.
от +10°С до +22°С 8 мин.
выше + 22°С 7 мин.
Для начала термитной реакции используют термитную спичку, которую вставляют в литейный компонент, находящийся в тигле, и накрывают тигель конической крышкой с отверстием для выпуска газов. Процесс плавления литейного компонента и выпуск расплавленного ме-талла в литейную форму происходит автоматически через 20…28 с. К этому времени подогретые концы рельсов успевают остыть до 850…900°С, что соответствует температуре предварительного подогрева указанной в нормативных документах.
Демонтаж комбинированной стойки и литейной формы проводят после кристаллизации металла сварного шва, который, в зависимости от массы порции литейного компонента, длится 3,0…3,5 мин. (для рельсов Р65).
После этого проводится очистка головки рельса от песка металлической щеткой и с помощью гидравлического обрезного станка в горячем пластическом состоянии удаляется прибыльная часть сварного шва на головке рельса, после чего рабочая часть головки подвергается шлифованию в два этапа. Вначале проводится предварительное шлифование остатков прибыльной части до высоты приблизительно 1…1,5 мм над верхом головки рельса. Чистовую шлифовку головки рельса в зоне стыка выполняют шлифовальным станком до высоты не менее 0,3 мм после полного остывания сварного шва. Поверхность головки рельса после шлифовки не должна иметь следов «поджога». Неровности в месте сварки после абразивной обработки не должны пре-вышать 0,5 мм, а деформация рельсов в зоне сварных стыков – 0,5 мм на один метр. Перед чистовой шлифовкой выполняют крепление рельса к шпалам в зоне сварного шва.