6. Качественная и количественная оценка технологичности деталей
Часть 1. Анализ конструкции детали на технологичность
Цель работы: практическое закрепление знаний по теме: понятие технологичности изделия ( детали ). В данной практической работе будет решаться частная задача определения технологичности детали — определение технологичности с позиции механичесской обработки резанием.
Задание: определение технологичности детали
Объяснить, по каждой паре деталей, представленных на рис. Почему одна конструкция является более технологичной, чем другая с позиции обработки резанием.
Разработать конкретные предложения по повышению технологичности деталей с точки зрения обработки резанием, т.е. Сделать выводы из п. 1.
Ответы:
Сравнение технологичности:
Рисунок В- На левом рисунке не технологичная деталь потому, что торцы отверстия сложнее получить чем на правом рисунке, на правом рисунке конус можно получить заточкой режущего инструмента, и соответственно их проще обрабатывать, также на правом рисунки эти отверстия получают сверлами различного диаметра.
Рисунок Л- На левом рисунке деталь не технологичная потому, что деталь имеет глухое отверстие, следовательно возможна запресовка стружки, из за чего может возникнуть быстное изнащевание инструмента, также на левом рисунке необходимо расчитывать глубину оверстия, а на правом рисунке отверстие сквозное, не возникает проблем с удалением стружки, и проще в обработке.
Рисунок Д- На левом рисунке соединяются две детали соприкосновение происходит по необработанным поверхностям, следовательно возникает большая погрешность при установке, а на правом рисунке плоскость прилегания торца детали обработанна, соответственно погрешность установки уменьшается, и увеличивается плотность прилегания.
Предложения:
-В детали под буквой В необходимо использовать инструмент, которым можно автоматически получать фаски.
- В детали под буквой Л необходимо исключить по возможности глухие отверстия, чтобы увеличить производитедьность труда.
- В детали под буквой Д поверхности прилегания необходимо обрабабатывать перед сборкой для обеспечения более высокой точности.
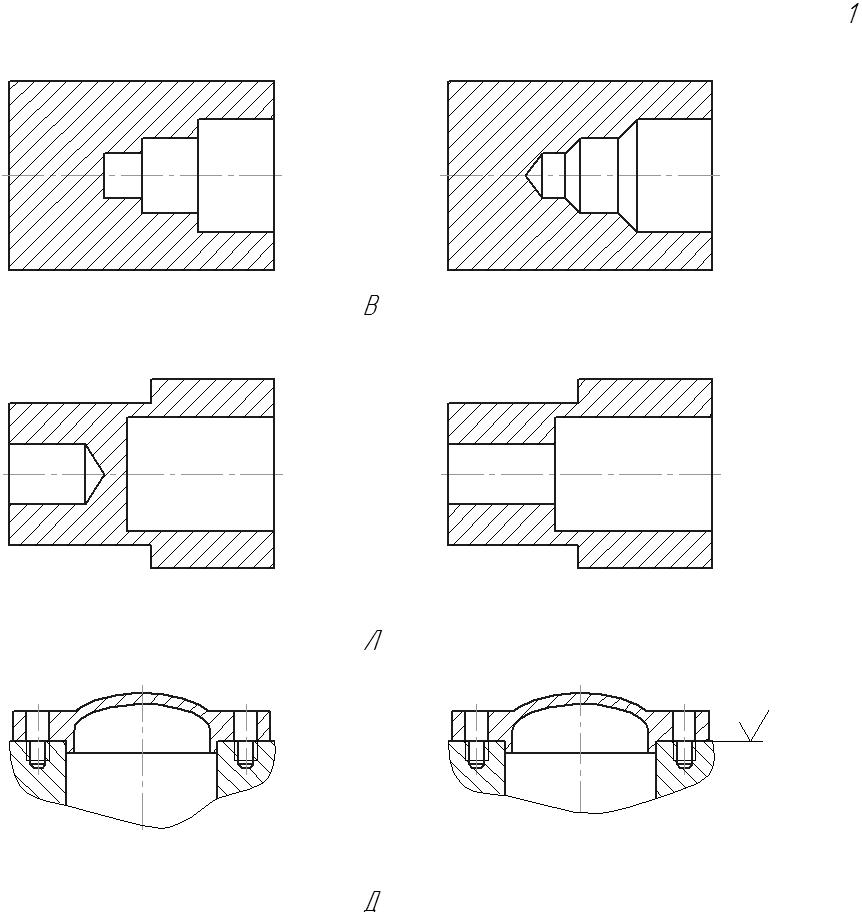
Рисунок 1- Эскизы
Часть 2. Сравнительная оценка технологичности поверхностей детали по бальной системе.
Цель работы: научиться производить анализ конструкции детали по количеству баллов, соответствующих каждой поверхности.
Задание:
Подготовить таблицу оценки технологичности поверхностей по баллам.
Оценить по бальной системе каждую поверхность по предложенным критериям.
Заполнить таблицу.
Просумировать баллы для каждой поверхности.
Сделать вывод о наиболее и наименее технологичных поверхностях.
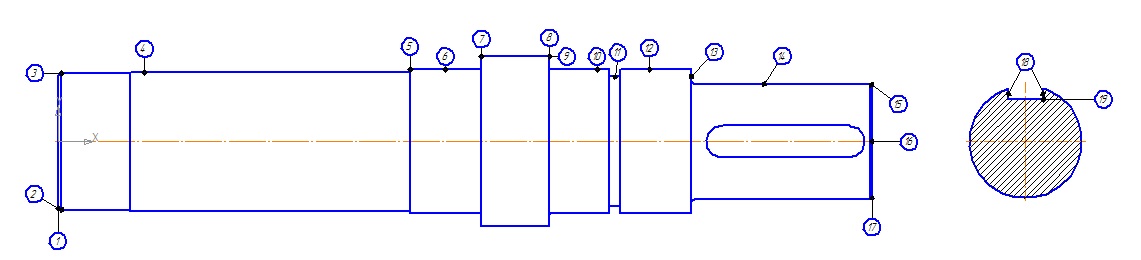
Рисунок 2- Технологический чертеж детали
Таблица 1- Оценка Технологичности поверхностей по баллам
№ поверхно сти |
Вид поверхности |
|
|
|
|
|
|
|
|
Сумма баллов ƩБ |
1 |
Торец |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
8 |
16 |
2 |
Фаска |
1 |
1 |
1 |
1 |
3 |
1 |
1 |
1 |
10 |
3 |
Цилиндр |
3 |
1 |
1 |
3 |
2 |
1 |
1 |
1 |
13 |
4 |
Цилиндр |
2 |
1 |
1 |
1 |
2 |
1 |
1 |
3 |
12 |
5 |
Торец |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
9 |
6 |
Цилиндр |
2 |
1 |
1 |
3 |
2 |
1 |
1 |
1 |
12 |
7 |
Торец |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
9 |
8 |
Торец |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
9 |
9 |
Цилиндр |
6 |
1 |
1 |
3 |
2 |
1 |
1 |
1 |
16 |
10 |
Цилиндр |
6 |
1 |
1 |
3 |
2 |
1 |
1 |
1 |
16 |
11 |
Канавка |
4 |
1 |
1 |
1 |
2 |
1 |
2 |
1 |
13 |
12 |
Цилиндр |
6 |
1 |
1 |
3 |
2 |
1 |
1 |
1 |
16 |
13 |
Торец |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
9 |
14 |
Цилиндр |
4 |
1 |
1 |
3 |
2 |
1 |
1 |
2 |
15 |
15 |
Фаска |
1 |
1 |
1 |
1 |
3 |
1 |
1 |
1 |
10 |
16 |
Торец |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
8 |
12 |
17 |
Стенки паза |
3 |
1 |
1 |
3 |
1 |
2 |
3 |
1 |
15 |
18 |
Дно паза |
1 |
1 |
1 |
2 |
1 |
2 |
3 |
1 |
1 |
Вывод:
Наиболее технологичными являются поверхности: 5, 7,8,13.
Наименее технологичными являются поверхности: 1, 9, 10 ,12.