

4.1.1 Жұмысты орындау тәртібі:
1)
центрленетін біліктерге 4.2-суретке
сәйкес қажетті
 және
саңылауларымен жақшалы құралды орнату:
және
саңылауларымен жақшалы құралды орнату:
2) біліктерді айналдыра отырып әр 90º сайын 1 , 2, 3, 4, сондай-ақ 1, 2, 3, 4, саңылауларының шамаларын жазып, оларды сұлбада көрсету.
3) біліктердің ығысуының және осьтес еместігінің түрін анықтау:
4) агрегаттарды жылжытып, керек болса аралық төсемдер салып біліктерін центрлеу және оларды бекіту.
4.2 Сынатартпалы және шынжырлы берілістерді дұрыстау. Олардың тартылуын тексеру және реттеу.
Тартпалы және шынжырлы берілістердің дұрыс жұмыс істеуі үшін трансмиссия жазықтығында біліктер параллельдігінің маңызы зор. Сұлбада (4.4-сурет) параллельділікті дұрыстау тәртібі көрсетілген. Ол үшін бірінші біліктің жасаушысына қойылған үлкен үшбұрыштықтың бойымен оған перпендикульяр болат сым тартылады. Екінші біліктің шетіне ұштық орнатылады. Білікті айналдырған кезде екі қарама-қарсы қалыпта ұштық болат сымға аз жанасуы керек. Әртүрлі саңылаулар біліктердің бірін ығыстырумен дұрыстауға болатын параллель еместікті көрсетеді. Әдетте агрегаттардың бір тұғырында ол жылжитын ойықтар болады. Екі біліктің де шетіне ұштықтар орнатып, үшбұрыштықсыз дұрыстауға болады. Ұштықтар мен сым арасындағы бірдей саңылаулар олардың параллельдігін көрсетеді.
Шкивтердегі сынатартпаларға арналған жылғалар бір жазықтықта жатуы керек. Бұл шартты бұзған кезде тартпалар қиғаш жұмыс істеп, бір жағынан тозып, тез істен шығады. Кейбір жағдайларда тартпа шкивтен шығып кетеді. 4.4-суреттегі сұлбалар жылғалар осьтестігін дұрыстау тәртібін түсіндіреді.
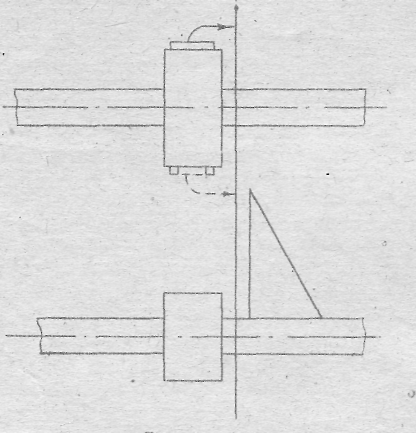
4.4-сурет. Біліктердің параллельдігін тексеру
Шкивтердің маңдайлық жазықтықтары арасында сым тартады. Шкивтердің дұрыс қалпында олардың беттері сымға барлық төрт нүктелерде де (1,2,3,4) жанасуы керек. Бұл әдісті, жасаушы заводтармен қатаң сақталатын, шкив жылғалары олардың маңдайларымен салыстырғанда бірдей қашықтықта орналасқан жағдайларда пайдаланады.
Осындай әдіспен шынжырлы беріліс біліктері осьтерінің параллельдігін және жұлдызшаларының бір жазықтықта орналасуын теексереді.
Сынатартпамен және шынжырмен айналдырушы моментті беруде олардың тартылу шамасының маңызы аз емес. Бірінші жағдайда тартпалардың жеткіліксіз тартылымы олардың тайғанауына, ал екінші жағдайда шынжырдың жұлдызшадан шығып кетуіне әкелуі мүмкін.
Q =10 кг жүктің әсерінен (4.5-сурет) немесе динамометрмен тартпаның иілуін жүк ілінген нүкте мен шкивтер арасында қойылатын болат сызғыш арасынан өлшейді.
Тартылымды тартушы аунақшамен немесе жылжымада тұрған агрегатты (әдетте электроқозғалтқышты) жылжыту арқылы реттейді. Жылжыту кезінде қозғалтқыш осьінің жетектегі агрегатпен салыстырғандағы параллельдігін бұзып алмау керек. Оған жылжымадағы реттеуші болттарды тең бұрау арқылы қол жеткізуге болады.
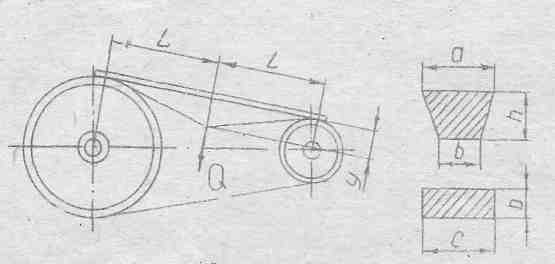
4.5-сурет. Жетектік таспалар мен шынжырлар тартылуын тексеру
Тартпалардың иілуінің қалыпты шамасын (у) төмендегі формулалармен есептеуге болады (10-суреттегі белгілеулерді қара):
Жалпақ тартпалар үшін:
Y=QxL/36xbxc. (4.1)
Сынатартпалар үшін:
Y=Q x L/ 20 (a+b) x h. (4.2)
Трапеция тәрізді тартпаларды бірдей етіп тарту бірдей ұзындықтардағы тартпалары (ұзындығы бойынша рауалы ауытқулар 0.25 %) таңдап алғанда ғана мүмкін болады.
Шынжырлы берілістің салбырауының қалыпты жебесі центр аралық қашықтықтың 3-5% шамасында болуы керек. Мысалы, шығырдан роторды жетектеуші шынжырдың салбырауы 50-80мм болуы керек. Тексеру кезінде агрегат тежелген, ал төменгі жетектеуші шынжыр тартылуы болуы керек. Өлшеу сұлбасы тартпалы беріліспен бірдей.