

Содержание
Аннотация
Нормативные ссылки
Определения
Обозначения и сокращения
Введение
1. Перспективное направление моды…………………………………………….
2. Обоснование выбора модели и ее конструктивно – технологическая характеристика
2.1 Обоснование выбора моделей…………………………………………………
2.2 Техническое описание модели………………………………………………..
3. Обоснование выбора методики сборки изделий легкой промышленности
3.1 Обоснование выбора режимов обработки…………………………………..
3.2 Выбор методов обработки и оборудования, средств технологической оснастки……………………………………………………………………………
3.3 Технологическая последовательность обработки изделия………………..
4 Выбор и обоснование оборудования
4.1 Конструктивно-кинематическая схема машины…………………………….
4.2 Порядок наладки механизмов швейной машины……………………………
4.3 Правила техники безопасности при работе и технологическом обслуживании швейных машин…………………………………………………..
Заключение………………………………………………………………………….
Список использованной литературы……………………………………………...
Приложение…………………………………………………………………………
Аннотация
В данном курсовом проекте по теме «Разработка технологии производства конфекционных материалов для спортивной обуви» представлен краткий обзор технологии обработки спортивной обуви. Был проведен сравнительный анализ существующего в настоящее время на рынке обувной промышленности ассортимента материалов, новых технологий и оборудования. При разработке были учтены все модные направления, что дает возможность удовлетворить потребности спроса при реализации товара. Приведены эскиз и описание внешнего вида проектируемой женской обуви и обоснование материалов, оборудования и фурнитуры для выбранной модели.
Курсовой проект изложен на ___страницах, ___ рисунка и ___ таблиц.
Нормативные ссылки
В настоящей курсовом проекте использованы ссылки на следующие документы
ГОСТ 19116-2005 Обувь модельная. Общие технические условия:
ГОСТ 23251-83 Обувь. Термины и определения
ГОСТ 21463-87 «Обувь. Нормы прочности»
ГОСТ 9290-76 «Обувь. Метод определения прочности ниточных швов соединения деталей верха»
ГОСТ 27438-87 «Обувь. Термины и определения пороков»
ГОСТ 23251-83 «Обувь. Термины и определения»
ГОСТ 26166-84 «Обувь повседневная из синтетических и искусственных кож. Технические условия»
ГОСТ 26167-2005 «Обувь повседневная. Общие технические условия»
ГОСТ 26167-84 «Обувь повседневная. Технические условия»
ГОСТ 28507-90 Обувь специальная кожаная для защиты от механических воздействий. Общие технические условия ГОСТ 26167-2005 Обувь повседневная. Общие технические условия ГОСТ 14037-79 Обувь с текстильным верхом с резиновыми приформованными обсоюзками и подошвами. Технические условия ГОСТ 12.4.050-78 Обувь специальная валяная для защиты от повышенных температур. Технические условия ГОСТ 13385-78 Обувь специальная диэлектрическая из полимерных материалов. Технические условия ГОСТ 12.4.011-89. ССБТ. Средства защиты работающих. Общие требования и классификация.
ГОСТ 12.0.005-84. ССБТ. Метрологическое обеспечение в области безопасности труда. Основные положения.
Определения
В настоящей курсовом проекте применяют следующие термины с соответствующими определениями:
Рант – несущая деталь обуви, скрепляющая основную стельку с подошвой и верхом.
Набойка - наружная деталь низа обуви, которая крепится к нижней поверхности каблука.
Платформа - толстая формованная подошва.
Задник – жесткая деталь, укрепляющая пяточную часть обуви, защищает ногу от внешних механических воздействий и обеспечивает фиксацию ноги в обуви
Основная стелька – деталь низа обуви, обычно изготовленная из текстиля;
Подошва – основная деталь низа, непосредственно соприкасающаяся с землей. Накладка – деталь низа обуви, скрепляемая с нижней частью подошвы, служащая для повышения износостойкости и теплозащитных свойств изделия, а так же улучшения противоскользящих и теплозащитных свойств обуви.
Берцы – наружные детали верха обуви, покрывающие боковую поверхность стопы. На берцах обычно крепятся застежки, шнуровки и т.п.
Носок – наружная деталь верха обуви, покрывающая передний край стопы.
Ботинки — обувь, которая полостью закрывает тыльную часть стопы выше лодыжек
Туфли — обувь, в которой глубина выреза удалена от крайней точки пятки на 0,6-0,75 длины стопы.
Полуботинки — обувь, верх которой закрывает тыльную поверхность стопы до уровня лодыжек.
Сандалии — легкая летняя обувь без подкладки, стельки и каблука, с мягкими жесткими носками
Обозначения и сокращения
АО – Акционерное общество
ТОО – Товарищество ограниченной ответственностью
ПДК – Допустимая предельная концентрация
ТУ - технические условия
РК – Республика Казахстан
ГОСТ – государственный стандарт
% - процент
т.д. – так далее
Введение
Увеличение выпуска обуви при улучшении ее качества и расширении ассортимента возможно только при условии реконструкции значительной части обувных предприятий, строительства новых фабрик, в том числе и с участием иностранных фирм, обновления оборудования, перехода на прогрессивные формы работы, роста производительности труда, применения передовой технологии, освоения передового опыта и неукоснительного соблюдения технологической дисциплины.
Эффективность реконструкции народного хозяйства на основе научно-технического прогресса и темпы экономического роста в решающей мере зависят от машиностроения. Именно в нем материализуются научно-технические идеи, создаются новые орудия труда и системы машин, определяющие прогресс в других отраслях народного хозяйства. Здесь закладываются основы широкого выхода на принципиально новые, ресурсосберегающие и безотходные технологии, повышения производительности труда и качества продукции. Таким образом, одним из главных звеньев экономической и социальной стратегии является приоритетное развитие машиностроения.
По статистическим данным износ оборудования на промышленных предприятиях страны составляет 70-75%. В легкой промышленности технологическое оборудование устарело не только морально, но и физически. Общепризнанный порог экономической безопасности любого предприятия возникает при степени износа оборудования в 50%. Эти цифры говорят о необходимости развития производственно-технической базы и только на этой основе выпуск конкурентно-способной продукции и снижения издержек производства. Первоочередными задачами в обувной промышленности должны быть обновление выпускаемой продукции, повышение уровня технологии и организации производства, наращивание производственного потенциала.
Созданием и совершенствованием оборудования для производства обуви занимаются многие зарубежные фирмы: «Шен»; «Пфафф»; «Фортуна» (Германия); «Сидеко» (Италия); «УСМ» (Австрия); «Анвер» (Франция); «Свит» (Чехия); «Сатра» (Великобритания) и другие.
Большая часть обувных предприятий в Республике Казахстан оснащены оборудованием производства зарубежных фирм. Те же, кто продолжает производство обуви на отечественных машинах, испытывают сложности с реализацией продукции из-за ее неконкурентноспособности на рынке, высокой себестоимости продукции. Все перечисленные недостатки возникают из-за износа оборудования, несовершенства его технологии, трудности для возможности его перехода на частые обновления ассортимента продукции. Сложности испытывают, и предприятия, основной парк которых строится на оборудовании зарубежных фирм. Высокая стоимость машин, а также их запасных частей не всегда делает возможным закупку таких машин предприятиями в наших экономических условиях.
Термоувлажнение обуви одна из важных операций изготовления обуви, поскольку воздействие на материалы для обуви теплом и паром обеспечивает более качественное их формование и формоустойчивость, а это напрямую влияет на эксплуатационные и эргономические свойства обуви.
В курсовом проекте рассматривается возможность модернизации термоувлажнителя проходного типа УУЗ-2. Суть модернизации состоит в следующем: в механизме транспортирования заготовок конвейерного типа проводится замена электромеханического привода на пневмомеханический, что обеспечивает экономию затрат на электроэнергию и ремонт механической части привода.
1 Перспективное направление моды
Обувной рынок становится более конкурентным, покупатели предъявляют все больше требований к качеству обуви, которая должна быть удобной, практичной, безопасной. За последние несколько лет произошли значительные изменения не только в технологиях обувного производства, которое идет по пути автоматизации процессов, но и в материалах, из которых изготавливается обувь. Поэтому внедрение собственных разработок и новых технологий становится весомым конкурентным преимуществом обувных компаний.
Команда Научно-исследовательского центра «Модифицированные полимеры» сформирована учеными, которые имеют значительный опыт в сфере разработки полимерных материалов. Дизайнерские, модифицированные полимеры - перспективное направление, так как эти материалы широко используются в разных отраслях промышленности и отличаются практически безграничными возможностями по регулированию их состава, структуры и свойств. Преимуществами полимеров перед многими другими материалами являются их низкая стоимость, сравнительная простота и высокая производительность обработки, они легки и устойчивы к агрессивным средам и ударным нагрузкам. Все эти свойства очень важны при производстве обуви и комплектующих для нее».
«Обувь Казахстана» планирует результаты разработок использовать как в собственном производстве, так и при размещении заказов по аутсорсингу на фабриках партнеров. Также компания не исключает возможности проведения исследований по разработке новых материалов по заказам сторонних предприятий из смежных отраслей. Создание собственных научно-исследовательских центров - общемировая тенденция, большинство ведущих обувных брендов инвестируют значительные средства в разработку и внедрение новых материалов, улучшающих потребительские свойства обуви. Передовыми компаниями в этих сферах традиционно считаются спортивные бренды, такие как Adidas, Nike, Reebok.
Изделия из кожи являются товарами постоянного спроса, имеют большое значение для удовлетворения потребностей человека. При этом изделие должно обладать определенным комплексом полезных свойств, которые принято называть потребительскими.
Для обувной промышленности характерна быстрая сменяемость ассортимента и его широта, поэтому всегда актуален вопрос разработки новых коллекций. Ведь новые неординарные модели всегда вызывают интерес у клиентов, повышают спрос потребителей.
Для каждого типа обуви, будь то образец ручной работы или же массовый продукт, необходима своя индивидуальная колодка. Настоящим мастерством при изготовлении колодки является умение учесть все проведенные расчеты и сохранить при этом выработанный дизайн обуви.
2 Обоснование выбора модели и ее конструктивно – технологическая характеристика
2.1 Обоснование выбора моделей
Заготовка верха модели состоит из наружных, внутренних и промежуточных деталей.
К наружным деталям верха относятся: отрезной носок, задника, союзка внутренняя, союзка наружная. Отрезной носок настрачивается на союзку внутреннюю и союзку наружную надстрочным швом, союзка внутренняя настрачивается на заднику надстрочным швом. Заднику и наружную союзку по заднему краю соединяют тачным швом.
К внутренним деталям верха относятся: текстильная подкладка под отрезной носок, кожаная подкладка под союзку с задником и задний внутренний ремень. Кожаная подкладка настрачивается на текстильную подкладку и на задний внутренний ремень. Готовую подкладку накладывают на наружные детали верха (выше деталей верха на 2 мм) и по канту прошивают надстрочным швом.
К промежуточным деталям верха относятся: межподкладка под отрезной носок, межподкладка под внутреннюю и наружную союзку, межподкладка под задник.
Все детали верха дублируются межподкладкой, чтобы предотвратить излишнее растяжение заготовки в процессе формования и придать обуви формоустойчивость в процессе эксплуатации.
Материалы для верха и низа обуви предварительно комплектуют в производственные партии по однородным признакам: по виду, толщине, цвету, рисунку мереи, сорту, назначению. Подобранные таким образом материалы для верха и низа обуви направляются в соответствующие цеха - вырубочный и раскройный. В вырубочном цехе происходит разруб материалов на детали низа обуви, в раскройном цехе - раскрой материалов на детали верха обуви. Выкроенные детали комплектуют и отправляют в цеха предварительной обработки. Детали верха выравнивают по толщине, спускают края деталей, обрабатывают видимые края деталей (загибка, окрашивание, окантовывание, перфорирование краев, обжиг и горячее формование), выполняют операции по украшению деталей верха (перфорирование, декоративная строчка, тиснение, тонирование, метод печати через фольгу), наклеивают межподкладку. Предварительная обработка кожаных подошв включает выравнивание по толщине, взъерошивание, фрезерование торца, нанесение клеевой пленки. Предварительно обработанные детали верха поступают в сборочный цех, где их сшивают в заготовку верха. Заготовки верха и предварительно обработанные детали низа поступают в пошивочный цех, где выполняют формование заготовок верха на колодку, прикрепляют к отформованной заготовке верха детали низа и производят физико-химическую отделку обуви (чистка обуви, ретуширование, аппретирование, полирование). Готовую обувь маркируют (ставят фабричную марку, размер, полноту) и отправляют на склад готовой продукции.
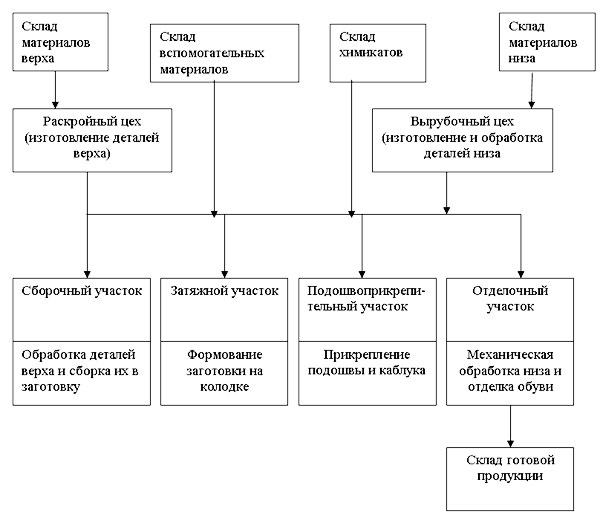
Рисунок 1. Основные этапы производства обуви