

![]()
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
“САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ ИМЕНИ АКАДЕМИКА С.П.КОРОЛЕВА
(НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ УНИВЕРСИТЕТ)”
(СГАУ)
ИНЖЕНЕРНО-ТЕХНОЛОГИЧЕСКИЙ ФАКУЛЬТЕТ
Кафедра обработки металлов давлением
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
“Разработка автоматизированного комплекса для штамповки детали типа шайба из ленты на базе универсального кривошипного пресса и валковой подачи ”
Выполнил: студент гр.4504
Аглиуллин Р.Р.
Проверил: Михеев В.А.
САМАРА 2014
Задание
Спроектировать автоматизированный комплекс для штамповки детали типа шайба из ленты на базе универсального кривошипного пресса и валковой подачи.
Материал детали Ст20


Реферат
Пояснительная записка: 30 страниц, 11 рисунков, 9 таблиц, 6 источников.
УСИЛЕНИЕ, ЛЕНТА, ХОД, РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО, НАМАТЫВАЮЩЕЕ УСТРОЙСТВО, ВАЛКОВАЯ ПОДАЧА, ПРИВОД, ЦИКЛОВАЯ ДИАГРАММА, КРИВОШИПНЫЙ ПРЕСС
Объектом исследования является автоматизированный комплекс штамповки детали типа шайба и ленты на базе универсального кривошипного пресса и валковой подачи.
Цель данной работы – изучение основных характеристик и технологических возможностей валковой подачи. разматывающих и наматывающих устройств.
В результате работы был спроектирован автоматизированный комплекс для штамповки деталей типа шайба из ленты. В работе было определено усилие штамповки, выбрана схема штампа, пресс, оборудование для автоматизированного комплекса, и построена цикловая диаграмма.
Содержание
Y
ЗАДАНИЕ 2
РЕФЕРАТ 3
СОДЕРЖАНИЕ 4
1 РАСЧЕТ РАЗМЕРОВ ЛЕНТЫ И ЗАГОТОВКИ 4
2 РАСЧЕТ УСИЛИЯ ШТАМПОВКИ 6
3 РАСЧЕТ РАБОЧЕГО ХОДА ПОЛЗУНА ПРЕССА 6
4 ВЫБОР ПРЕССА И АНАЛИЗ ЕГО ХАРАКТЕРИСТИК 8
5 ВЫБОР СХЕМЫ ШТАМПА И ПРОВЕРКА ЗАКРЫТОЙ ВЫСОТЫ ПРЕССА 11
6 ВЫБОР И РАСЧЕТ РАЗМАТЫВАЮЩЕГО УСТРОЙСТВА 13
7 ВЫБОР И РАСЧЕТ НАМАТЫВАЮЩЕГО УСТРОЙСТВА 17
8 РАСЧЕТ ТЯГОВОГО УСИЛИЯ И ВЫБОР ВАЛКОВОЙ ПОДАЧИ 18
9 РАСЧЕТ И ПРОВЕРКА МУФТЫ ОПОРНОЙ 21
10 РАСЧЕТ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ ПРИВОДА ПОДАЧИ 23
11 ПОСТРОЕНИЕ ЦИКЛОВОЙ ДИАГРАММЫ КОМПЛЕКСА 24
12 ОПИСАНИЕ РАБОТЫ КОМПЛЕКСА 26
ЗАКЛЮЧЕНИЕ 28
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 29
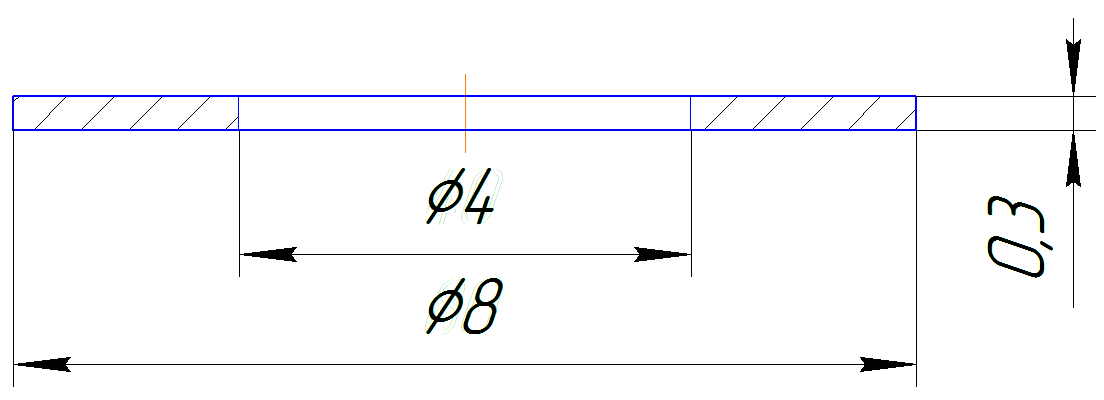
1 Расчет размеров ленты и заготовки
Выберем однорядный раскрой деталей, приведенный на рисунке 1.
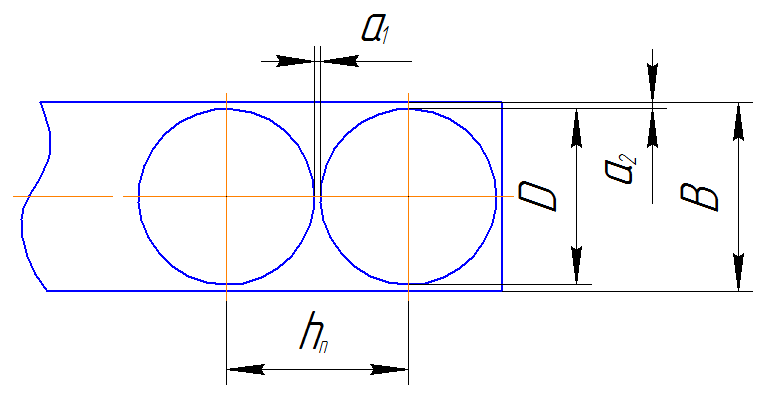
Рисунок 1 – Схема расположения деталей на ленте
Экономичность раскроя в значительной степени зависит от правильной величины перемычек. Для данной детали величина перемычек будет равна


Где t – толщина материала, мм
Рассчитаем шаг подачи hп и ширину ленты В для круглых заготовок:


Где D – внешний диаметр детали, мм


На
рисунке 2 приведем раскрой ленты для
данных деталей.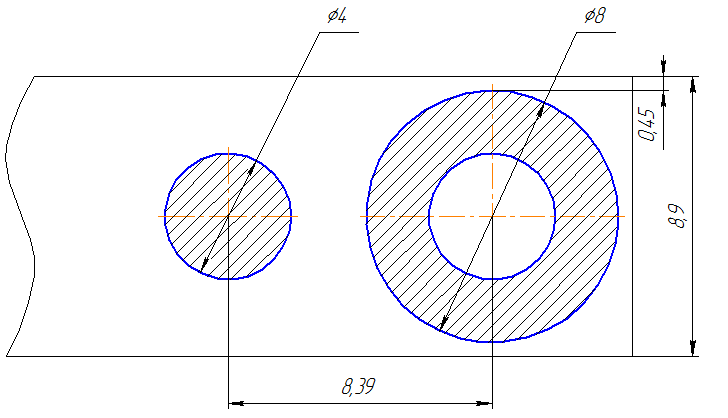
Рисунок 2 – Раскрой ленты
2 Расчет усилия штамповки
Деталь шайбы будем изготовлять в штампе последовательного действия, поэтому рассчитаем усилие необходимое для вырубки-пробивки по формуле:

Где k3 – коэффициент запаса, k3=1,3..1,5. Примем k3=1,5
σср=(0,7..0,8) σв
– сопротивление среза, МПа
σв
– сопротивление среза, МПа
d – диаметр пробиваемого отверстия, мм

Количество заготовок в пояске матрицы:

Где h – толщина пояска матрицы, мм
Найдем усилие проталкивания по формуле:

Где
 - (0,05..0,07), примем
- (0,05..0,07), примем

 тс
тс
Необходимое усилие будет равно 1,02 тс. Подберем пресс с номинальным усилием 2,5 тс.
3 Расчет рабочего хода ползуна пресса
Расчетный ход ползуна пресса вычислим по формуле:
Где Sp=2 t=2 0,3=0,6 мм
 – коэффициент
шатуна
– коэффициент
шатуна

Где L - длина шатуна. Определяется по рисунку 3. L=466 мм



 -
угол начала рабочего хода
-
угол начала рабочего хода

Т.к.
 ,
пресс подходит.
,
пресс подходит.
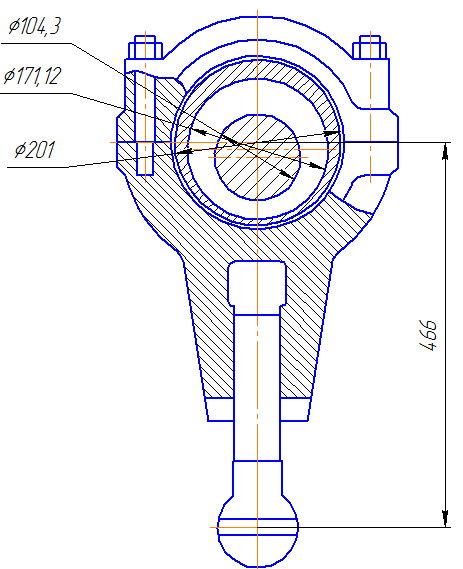
Рисунок 3 – Схема шатуна
Определим фактический ход ползуна:


n – количество поворотов, n=18
z – текущие повороты, z=(0..18)
Таблица 1 – Значения фактического хода ползуна
z |
|
z |
|
0 |
4 |
10 |
35,5 |
1 |
7,39 |
11 |
33,9 |
2 |
12,9 |
12 |
31,3 |
3 |
18,3 |
13 |
27,7 |
4 |
23,3 |
14 |
23,4 |
5 |
27,7 |
15 |
18,4 |
6 |
31,2 |
16 |
12,9 |
7 |
33,8 |
17 |
7,43 |
8 |
35,5 |
18 |
4 |
9 |
36 |
|
|

– должно иметь такое значение, чтобы выполнялось неравенство

Условие
выполняется при z=6,
