

1. Креслення та 3d модель деталі «Хомут»
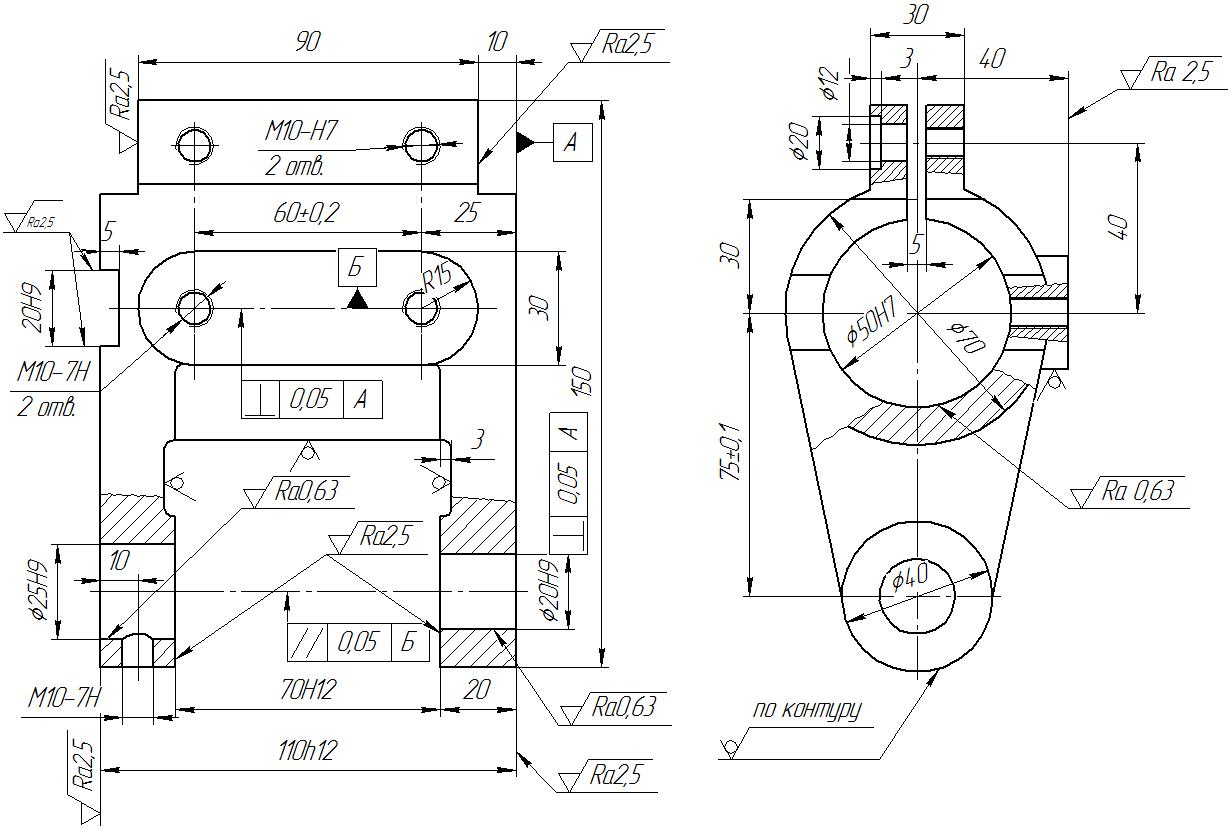
Рис. 1.1 - Кресленик деталі «Хомут»
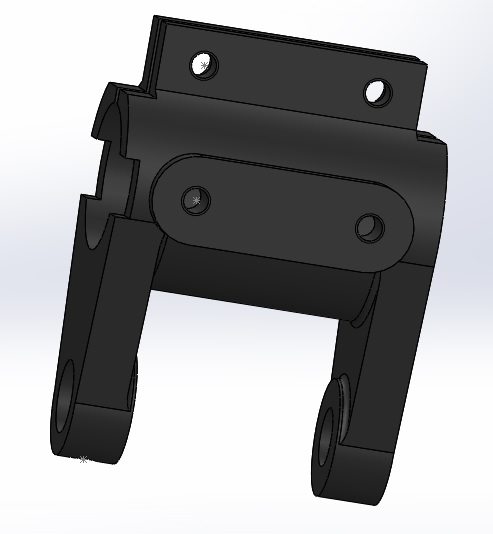
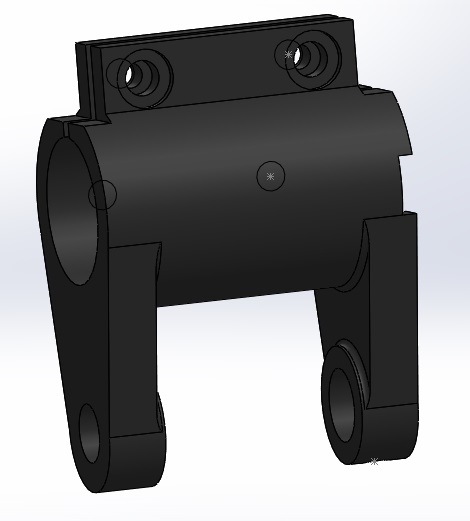
Рис. 1.1- 3Д модель деталі «Хомут»
2. Опис деталі «Хомут»
Вихідними даними для виконання завдання є кресленик деталі та техніко-організаційні умови виробництва – річна програма випуску 5000 шт.
Аналіз креслення деталі «Хомут» показує, що на ньому наведено достатня кількість розмірів, видів та розрізів, які забезпечують повне розуміння конструктивних особливостей деталі .
Параметри шорсткості поверхонь, що оброблюються узгоджені з точністю розмірів.
За креслеником деталі можна судити про умови роботи деталі у вузлі. Хомут з’єднується з валом отвір 50Н7. Два отвори з різьбою М10-7Н призначені для затиску хомуту відносно вала. Ще два отвори з різьбою М10-7Н призначені для прикріплення додаткової деталі. Головне призначення деталі «Хомут» - передача крутного моменту від ведучого валу до веденого. Зроблено два отвори 25Н9 та 20Н9 для ступінчастого валу. Паз 20Н9 для визначення положення хомута відносно вала та передачі крутного моменту. Отвір з різьбою М10-Н7 для фіксації ступінчастого валу. Необхідність застосування хомуту викликана різноманітними обставинами. В першу чергу обставина технічного характеру. Електродвигун виготовляють на одному підприємстві, а редуктори на іншому. При конструюванні приводу ці вузли з’єднують воєдино за допомогою хомута. Хомут пристосовують для з’єднання валів з зубчастими колесами, шківами пасових передач. Можна зробити висновок: деталь відноситься до класу корпусні деталі.
Під час роботи «Хомут» сприймає вплив різноманітних навантажень. Матеріал деталі - сірий чавун СЧ25 ГОСТ 1412-85 фізико-механічні характеристики якого можуть забезпечити надійну роботоздатність деталі у вузлі.
3. Заготовка
Ескіз заготовки наведений на рис. 3.1 Деталь «Хомут» виготовлена із сірого чавуну СЧ25 ГОСТ 1412 – 85. Урахувавши всі властивості заготовки та матеріал з якого вона виготовляється приймаємо спосіб виготовлення: лиття у піщано-глинисті форми з машинним формуванням за металевими моделями. Даний спосіб отримання виливків є оптимальним та економічно вигідним для заданого обсягу виробництва (10000 шт).
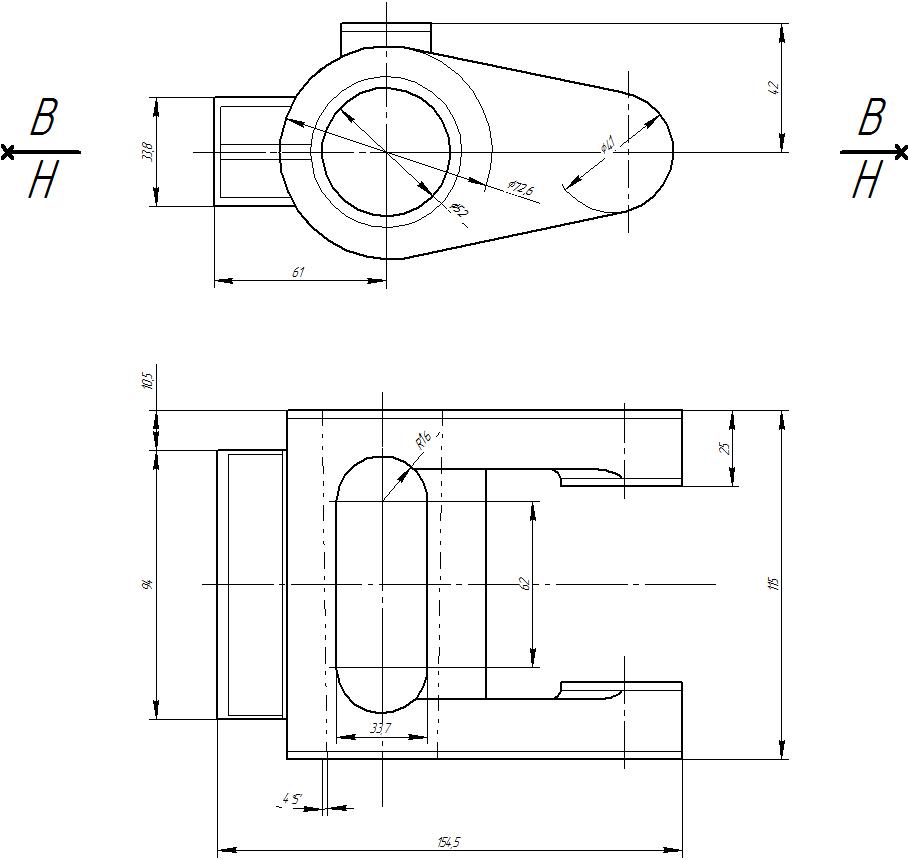
Рис. 3.1 – Виливок заготовки «Хомут»
4. Схема установки та закріплення заготовки
Так як заготовка «Хомут» оброблюється за дві операції, то найдоцільніше для першої операції з конструкторського погляду і з вибраної раніше схеми базування заготовку закріпити в двох призмах, також для закріплення використати універсально-збірні пристрої (УЗП) рис. 4.1. Система УЗП складається з набору нормалізованих деталей, які можна компонувати різноманітними варіантами.

Рис.4.1- Універсально-збірні пристрої
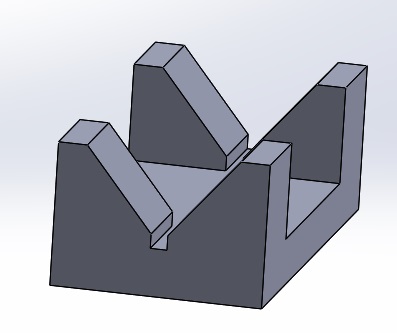
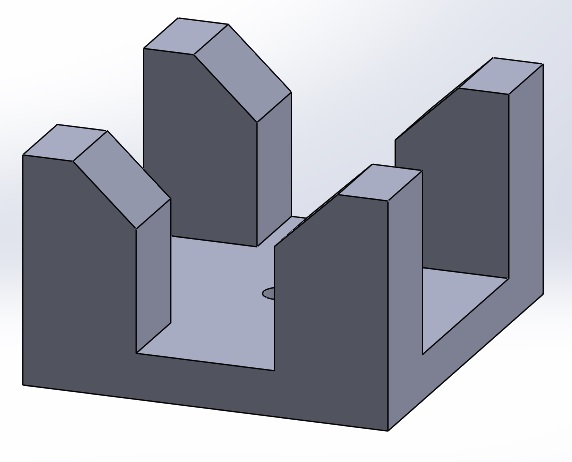
Рис. 4.2 - Спеціальні призми для базування заготовки
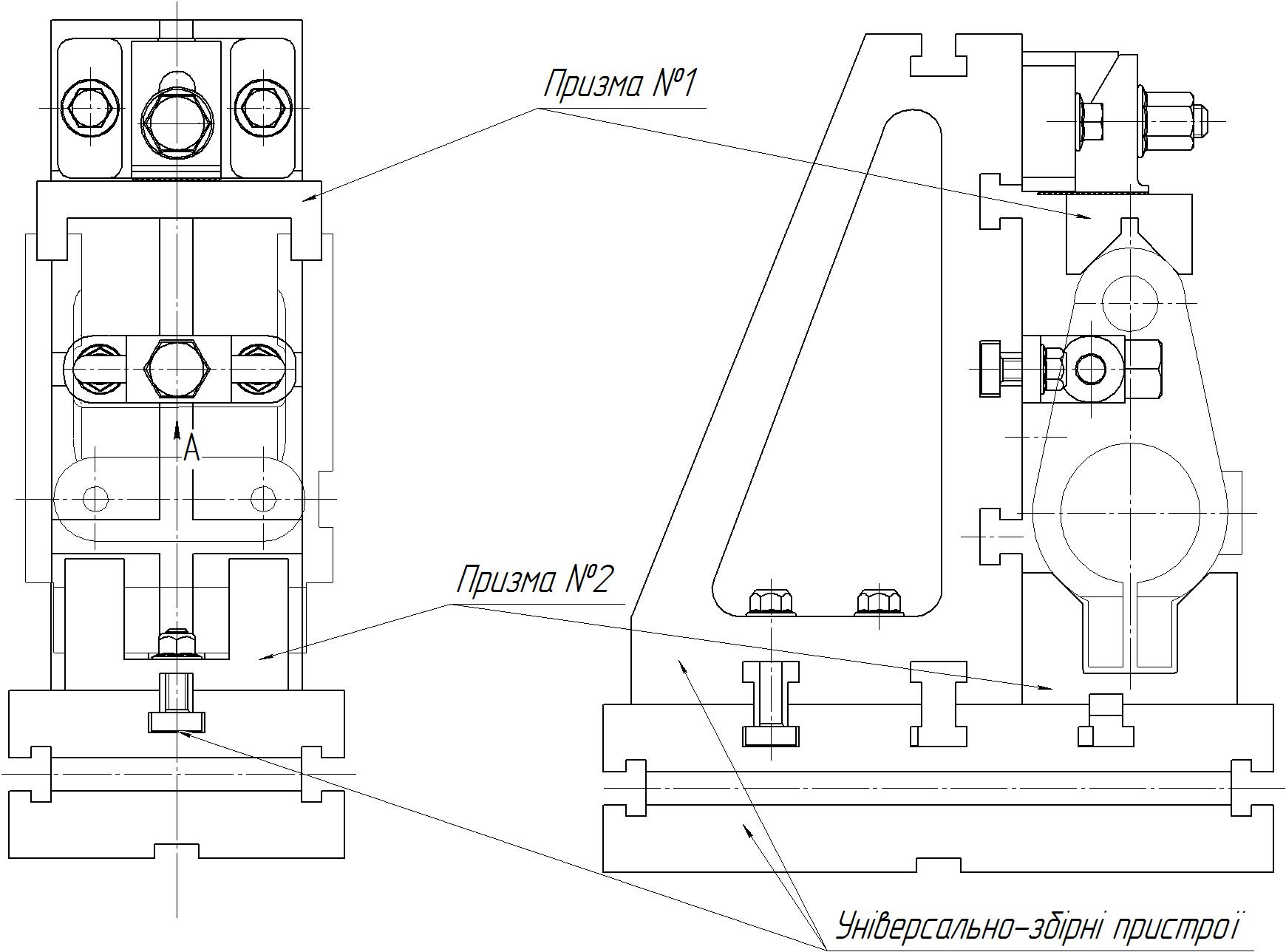
Рис. 4.3 - Схема установки заготовки на першій операції
Для другої операції використаємо ті самі універсально-збірні пристрої і два спеціальних установочних пальці які будуть базуватися в попередньо оброблених отворах.

Рис. 4.4 - Пальці установочні
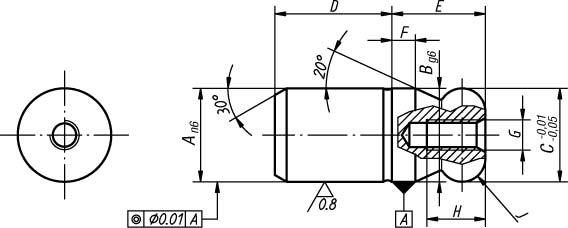
Рис. 4.5 - Кресленик установочного палця
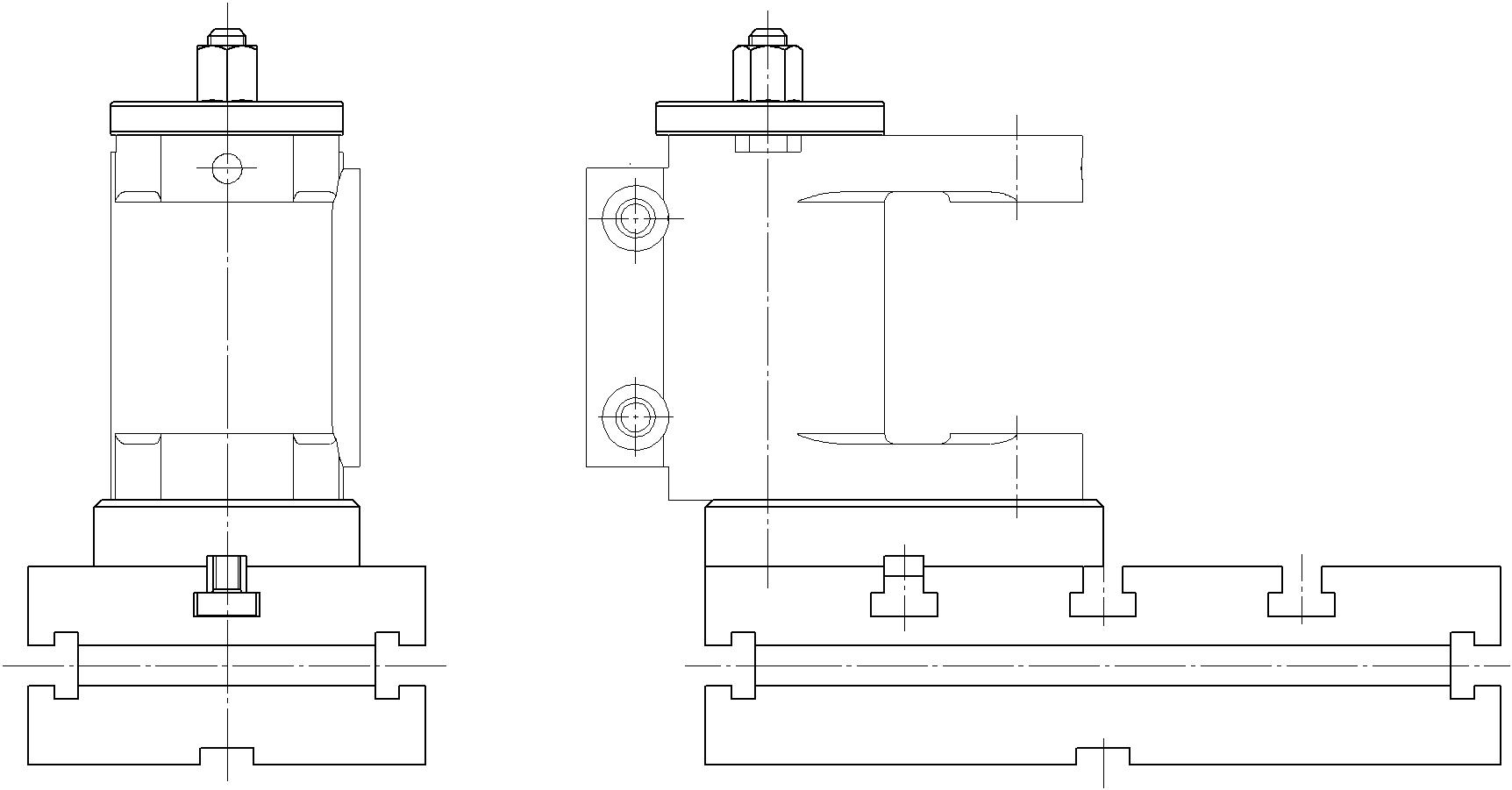
Рис. 4.6 - Схема установки заготовки на другій операції
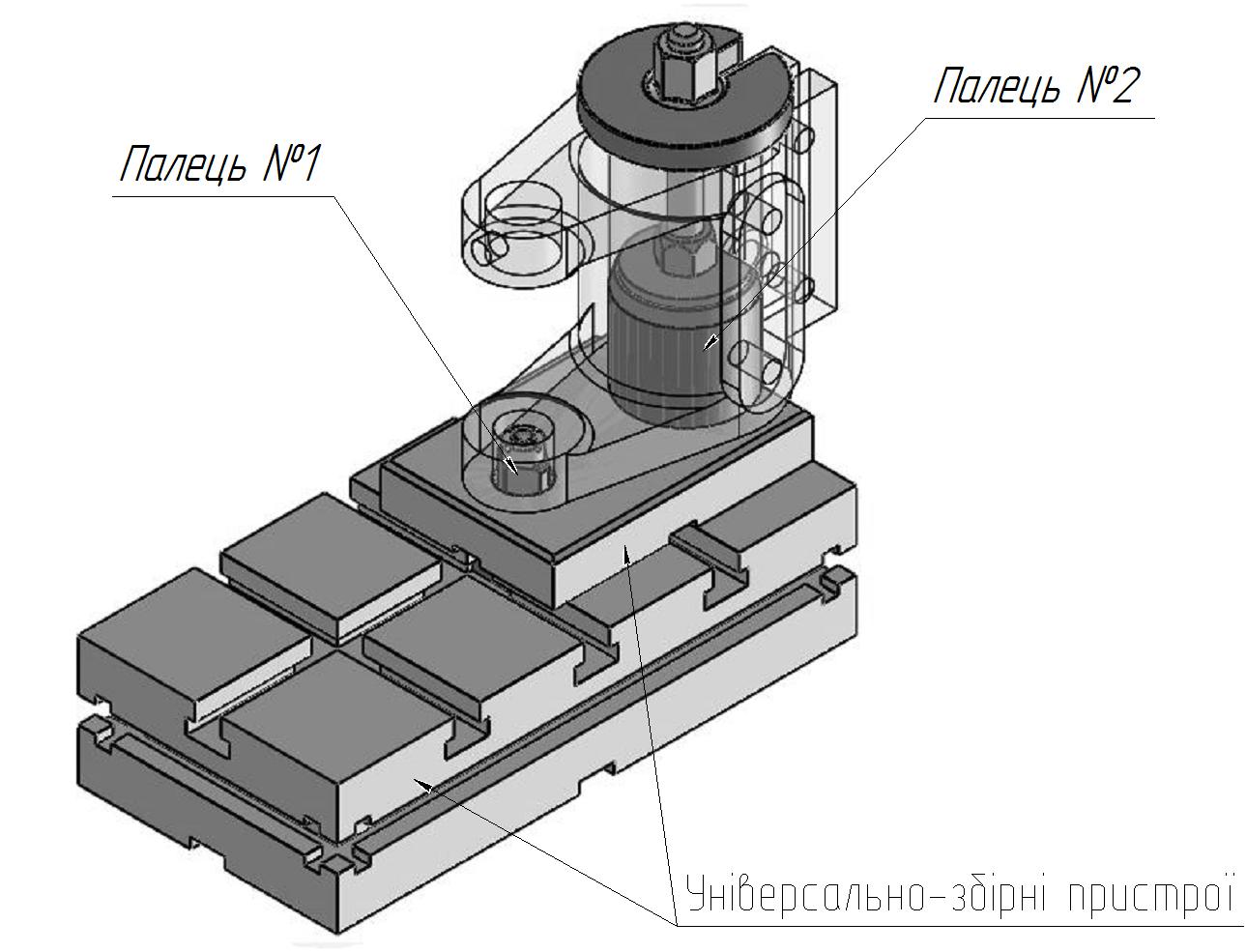
Рис. 4.7- Модель на якій наглядно видно як заготовка базується у пальцях на другій операції