

4.4.3 Оптимальные параметры впрыска
На эпюре (рис. 9) показано время заполнения формы полимерным материалом и температура формы . Проведя анализ эпюры видим, что время впрыска будет равно ~ 0,26 секунды, что является очень хорошим показателем для литься под давлением. Рабочая температура формы будет составлять 52°С. Данные параметры обеспечивают получение требуемой полуглянцевой поверхности.
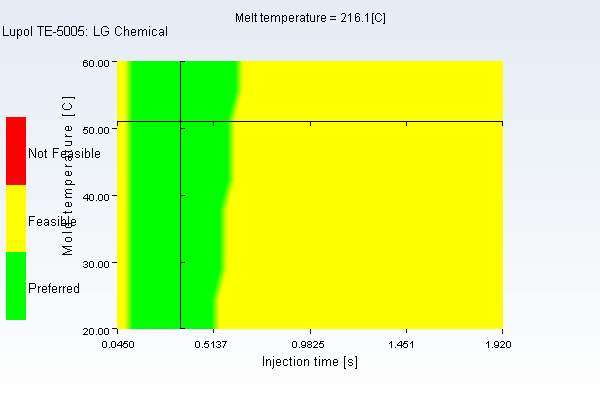
Рисунок 9 – Оптимальные параметры впрыска
Отклонение температур
На рисунке 10 показаны температурные отклонения. Из рисунка видно что практически все изделие имеет среднее отклонение, а те области в которых температурные отклонения достигают максимальных значений не видно следовательно можно сделать вывод что эти зоны локальны и незначительных размеров. Среднее отклонение составляет ~ 2°С.
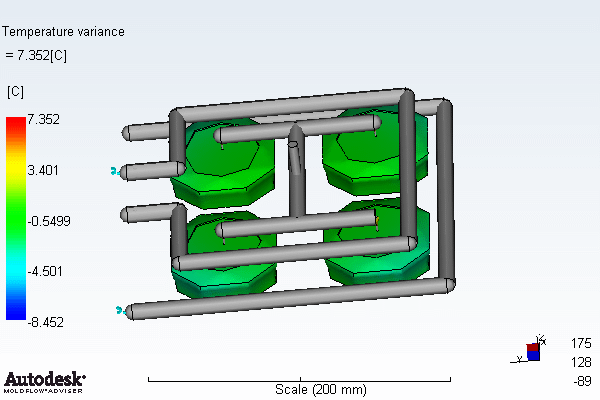
Рисунок 10 – Отклонение температур
Разница во времени охлаждения
Разница времени охлаждения некоторых зон обусловленно геометрическими особенностями изделия. Из эпюры температурных отклонений следует что там где эти отклонения были максимальны в тех областях изделия и разница во времени охлаждения будет максимальной. Чем тоньше тощина стенки тем быстрее будет проходить отверждение полимерного материала. Чем дальше от тонкостенной зоны тем разница температур возрастает. Данное изделие достаточно быстро и равномерно охлаждается в форме.
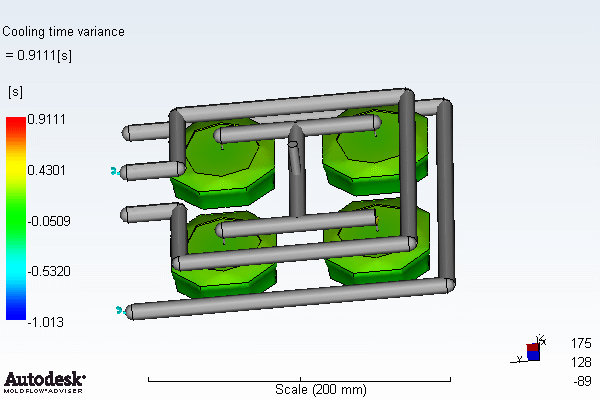
Рисунок 11 – Разница во времени охлаждения
Качество охлаждения
На эпюре (рис12) преобладает зеленый цвет, говорящий о высоком качестве охлаждения и составляет 92.4%. Желтый цвет показывает приемлимое качество 3.4%. Красным цветом показанна наихудшая зона охлаждения и составляет 4.15%, что логично так как в этой области толщина стенки максимальная. Но это не критически и на качество изделие не повлияет.
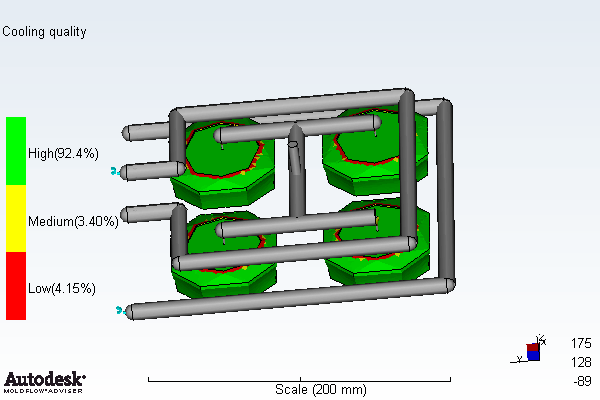
Рисунок 12 – Качество охлаждения
Время заполнения
На рисунке 13 видим, что заполнение формы полимерным расплавом проходит довольно равномерно. Полипропилен обладает хорошей текучестью, о чем свидетельствует время заполнения расплавом формы, которое составляет ~ 0,7 секунд. Те зоны, которые выделены красным свидетельствуют о более длительном заполнении формы материалом это следствие того что материалу необходимо заполнить резьбу изделия, имеющую сложную конструкцию.
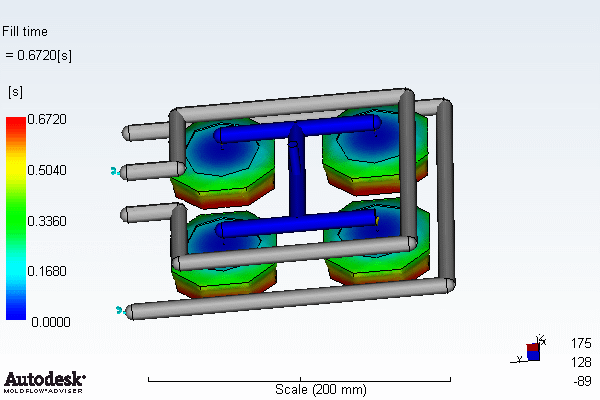
Рисунок 13 – Время заполнения
Ожидаемое качество
Данная эпюра показывает потенциальные проблемные которые могут возникнуть в результате охлаждения формы, сочетание таких параметров как фронт потока температуры, падение давления, долгое время охлаждения, высокой скорости сдвига и напряжений. Из эпюры следует, что качество изделия высокого уровня.
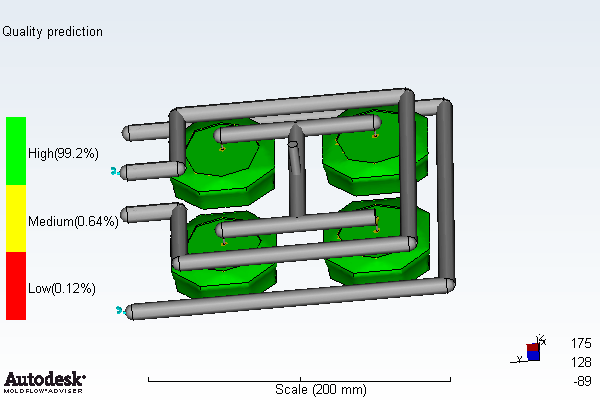
Рисунок 14 – Ожидаемое качество
Давление впрыска
Заполнение начинается от места впуска, продолжается по мере течения расплава в формующей полости, распространяясь по пути наименьшего сопротивления. Впуск должен быть расположен таким образом, чтобы вся полость заполнялась равномерно, а падение давления в ней не было бы избыточным.
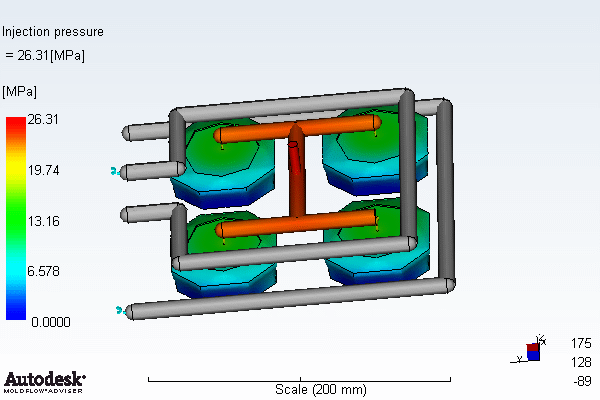
Рисунок 15 – Давление впрыска
Из эпюры давления впрыска (рис.15) можно увидеть, что максимальное давление возникает вокруг точки впрыска и уменьшается к краям изделия. Среднее давление впрыска составит примерно 13МПа.