

Министерство образования и науки Российской Федерации
Федеральное государственное автономное образовательное учреждение высшего профессионального образования
«Российский государственный профессионально-педагогический университет»
Машиностроительный институт
Кафедра материаловедения, технологии контроля в машиностроении и методики профессионального обучения
ЗАДАНИЯ И МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ВЫПОЛНЕНИЮ ЛАБОРАТОРНЫХ РАБОТ ПО ДИСЦИПЛИНЕ
«ОБОРУДОВАНИЕ ОТРАСЛИ»
для студентов всех форм обучения
направления подготовки 051000.62 Профессиональное обучение (по отраслям)
профиля подготовки «Машиностроение и материалообработка»
профилизации «Сертификация, метрология и управление качеством в машиностроении»
Екатеринбург
РГППУ
2013
Задания и методические указания к выполнению лабораторных работ по дисциплине «Оборудование отрасли». ФГАОУ ВПО «Рос. гос. проф.-пед. ун-т». Екатеринбург, 2013,44с.
Составитель: канд. техн. наук. доц. Г.Н. Мигачева,
Одобрены на заседании кафедры материаловедения, технологии контроля в машиностроении и методики профессионального обучения. Протокол от
«17»января 2013 г. № 6.
Заведующий кафедрой КМ Б.Н. Гузанов
Рекомендованы к печати методической комиссией Машиностроительного
Института. Протокол от «13 » февраля 2013 г. № 6 .
Председатель методической
комиссии МаИ РГППУ А.В. Песков
©ФГАОУ ВПО «Российский
государственный профессионально-
педагогический университет», 2013
©Г.Н. Мигачева, 2013
Целью освоения дисциплины «Оборудование отрасли» является изучение способов механической обработки машиностроительных материалов с использованием современного металлорежущего оборудования, инструмента и технологической оснастки, обеспечивающих получение качественной продукции.
По выполнению лабораторных работ дисциплины «Оборудование отрасли» студент должен:
Знать:
- основные понятия и физико-механические явления в процессе обработки металлов;
- основную номенклатуру металлорежущего оборудования и средств технологического оснащения;
- основы проектирования технологических процессов изготовления типовых деталей машиностоения, обеспечивающих заданное качество;
Уметь:
- выбирать оборудование, режущий, вспомогательный и мерительный инструмент, технологическую оснастку для процесса механической обработки типовых деталей;
- назначать основные элементы режима резания металлов;
- выбирать технологические базы для обработки заготовок;
- выбирать способы получения заготовок и назначать общие признаки на обработку;
- оформлять техническую, технологическую и организационно-распорядительную документацию по установленным нормам;
Владеть / быть в состоянии продемонстрировать:
- способами оценки уровня брака и анализа причин его возникновения;
- опытом практического выполнения заданий по разработке, пересмотру, актуализации и применению нормативных документов при разработке технологического процесса обработки типовых деталей машин;
Лабораторная работа №1
Тема: Технологические возможности станков токарной группы
Цель: формирование умения выбора токарного станка для обра- ботки заданной поверхности детали; назначение общих припусков; выбора ин- струмента и инструментального материала; расчета режимов резания и выбора приспособлений для закрепления заготовки; умение пользоваться справочной литературой.
Оснащение:
— токарные станки и инструменты для токарных работ;
— методические указания к выполнению лабораторной работы;
— комплект учебно-методической и справочной литературы;
— микрокалькулятор.
Работа рассчитана на 6 академических часов.
1. Теоритические сведения
1.1 Технологический метод формообразования поверхностей заготовок точением.
Технологический метод формообразования поверхностей заготовок то- чением характеризуется двумя движениями: вращательным движением заго- товки (скорость резания V) и поступательным движением режущего инстру- мента — резца (движение подачи S).
Точение применяется для удаления наружных, внутренних и торцовых поверхностных слоев заготовок (цилиндрических, конических и фасонных). Рассматривают следующие виды точения:
1.Черновое точение — удаление дефектных слоев заготовок, разрезка, отрезка и подрезка торцов заготовок. Срезается поверхностная «корка» и ос- новная (≈70%) часть припуска на обработку.
2. Получистовое точение — снятие 20-25% припуска, позволяет получать шероховатость Ra=12,5...6,3 и точность 10-11-го квалитетов. Заготовка полу- чает форму, близкую к форме детали.
3. Чистовое точение — обеспечивает получение шероховатости Ra = 6,3...1,6 и точность 7-9-гo квалитетов. Деталь получает окончательную форму и размеры.
4. Тонкое точение — позволяет при срезании очень тонких стружек полу- чать на поверхностях детали шероховатость Ra = 0,8...0,4 и точность 5-7-ro квалитетов
Разновидности точения:
— обтачивание — обработка наружных поверхностей,
— растачивание — обработка внутренних поверхностей;
— подрезание — обработка плоских (торцовых) поверхностей;
— резка — разделение заготовки на части или отрезка готовой детали от заготовки — пруткового проката.
На рис. 1 показаны поверхности, различаемые при обработке заготовок резцом.
Обрабатываемой поверхностью называется поверхность заготовки, с которой срезается припуск.
Обработанной поверхностью называется поверхность, которая образу- ется в результате снятия припуска.
Поверхностью резания называется поверхность, образуемая на заготовке непосредственно главной режущей кромкой резца.
Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через режущую кромку резца.
Основной плоскостью называется плоскость, параллельная продольной и поперечной подачам. У токарных резцов за эту плоскость может быть принята нижняя опорная поверхность резца.
Плоскость резания и основная плоскость необходимы для определения углов резца.
Скорость главного движения резания V — скорость рассматриваемой точки режущей кромки или заготовки в главном движении резания. Скорость главного движения выражается в метрах в минуту (м/мин) и подсчитывается по формуле V = πDn/1000, где D — диаметр обрабатываемой заготовки, мм; n - - частота вращения заготовки, об/мин.
Глубина резания — толщина срезаемого за один рабочий ход слоя метал- ла, измеряемая по перпендикуляру к обрабатываемой заготовке. Глубина реза- ния обозначается буквой t, выражается в миллиметрах и вычисляется по фор- муле t = (D — d)/2, где D — диаметр заготовки до обработки, мм; d — диаметр за- готовки после снятия резцом одного слоя, мм.
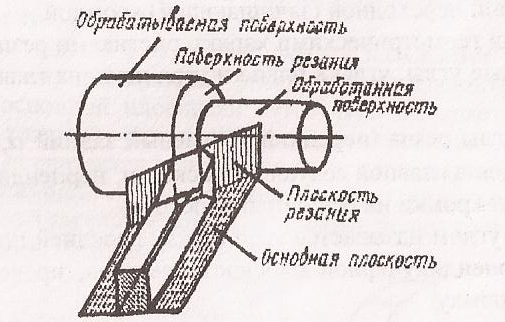
Рис. 1 Поверхности, различаемые при обработке резцом
Подача — величина перемещения резца за один оборот обрабатываемой заготовки (выражается в миллиметрах за один оборот заготовки, мм/об). Раз- личают продольную, поперечную и наклонную подачи в зависимости от перемещения резца параллельно, перпендикулярно и под углом к линии центров.